Главная Обратная связь
Дисциплины:
Архитектура (936)
Биология (6393)
География (744)
История (25)
Компьютеры (1497)
Кулинария (2184)
Культура (3938)
Литература (5778)
Математика (5918)
Медицина (9278)
Механика (2776)
Образование (13883)
Политика (26404)
Правоведение (321)
Психология (56518)
Религия (1833)
Социология (23400)
Спорт (2350)
Строительство (17942)
Технология (5741)
Транспорт (14634)
Физика (1043)
Философия (440)
Финансы (17336)
Химия (4931)
Экология (6055)
Экономика (9200)
Электроника (7621)

Шөміштің тез ауысуына арналған қондырғылар
|
|
БҮҚҚ - НЫҢ НЕГІЗГІ ТҮЙІНДЕРІ
Дәріс мақсаты: БҮҚҚ құрылысын зерттеу.
Дәріс жоспары:
1. Аралық шөміш
2. Кристаллизатор
3. Кристаллизатордың тербелу механизмі
4. Екінші қайтара салқындату аймағы
5. Созылмалы құрылғы
6. Шүрпі (затравка)
Кілт сөздер:Аралық шөміш, кристаллизатор, кристаллизатордың тербелу механизмі, екінші қайтара салқындату аймағы, созылмалы құрылғы, шүрпі, газ кескіш.
Төменде кең таралған кристаллизатордан құйманың созылуымен бірге БҮҚҚ - да қолданылатын негізгі түйіндер көрсетілген.
Аралық шөмішболат құйғыш шөміштен кристаллизаторға сұйықтың жеткізілуін қамтамасыз етеді, бір жағынан бұл шөміштің биіктігі үлкен емес (1,6м - ден кіші), ал ережеге сәйкес, тығыны бар бірнеше құймалы стакандары бар көп қолданбалы БҮҚҚ - дағы болат құйғыш шөміште шөміш металдың 8 - 10 - нан 15% - ға дейінгі массасын араластырады. Кристаллизаторға сұйық металдың жеткізілуі аралық шөміш барлық құйма кристаллизаторына металдың түсуінің тұрақтылық жағдайын қамтамасыз етеді, яғни, кристаллизаторға түсетін (0,6 - 1,2м биіктіктен шөмішке металдың тұрақты түсуі есебінен) металдың бірдей және үлкен емес тегеурінді жиектерін, кристаллизаторға металдың түсу жылдамдығының бекітушімен реттелуін, бірнеше кристаллизатордың көп қолданбалы БҮҚҚ - да металдың түсуін, «балқымадан балқымаға» әдісі бойынша құйылуын (аралық шөміштегі қор металл босатылған болат құйғыш шөміш жаңасын ауыстырған кездегі құйманы периодты түрде жалғастыруға мүмкіндік береді) қамтамасыз етеді.
Кейде аз қимадағы (125 х 125мм - ден кіші) құймаларды құйып алуға арналған сұрыпты БҮҚҚ - да бекітусіз стаканды - мөлшерлегіш аралық шөмішті қолданады. Кристаллизатордағы металдың тұрақтылығын кристаллизатордан (құю жылдамдығы) кесектердің ығыстыру жылдамдығының өзгеруі кезінде ұстайды.
Аралық шөміш құрылысы жағынан құймақалыптардағы болатты құюға арналған шөміштерде ұқсас болып келеді, көлденең қимада аралық шөміштер көп жағдайда созылған үшбұрыш түрде қолданылады. Олар көп қолданбалы БҮҚҚ металды бірнеше каталлизаторларға, әдетте, бір сызық бойында орналасатынын қамтамасыз етеді. Шөміштің футеровкасы шамотты кірпіштен жасалған арматуралы беттер түрінде болады және жұмысшы беттер шамотты кірпіштерден немесе отқа төзімді массалардан жасалады (құймалы, толтырылған, торкреттеу жолымен әкелінген). Жұмысшы бетті құюдан кейін бір - бес балқымалармен ауыстырады.
Жылу жоғалтқышты төмендету үшін, шөміштерді футеровкалы қақпақтармен жабады, ал құю алдында футеровканы 900 - 1200○С температураға дейін қыздырады.
КристаллизаторБҮҚҚ - ның маңызды құрылысты элементі болып табылады. Ол ақаусыз кесек қабықтарының жеткілікті қалың және беріктігінің тез қалыптасуын қамтамасыз етуі қажет. Мұны қамтамасыз ету үшін және болдырмау үшін кристаллизаторды оған сұйық болатты беру арқылы еріткенде, каталлизатор қабырғаларын салқындатқыш түрінде жасалады, ал сұйық металмен әрекеттесетін ішкі бөлігі мыс арқылы жасалады. Мысты, оның жеңіл балқитындығына (балқу температурасы 1083○С) және төмен қаттылықта және беріктікте болуына қарамастан, жоғары жылу өткізгіштігіне байланысты жылу салқындатқыш суға тез беріледі және сұйық болатпен байланысы кезінде қайнамайды және беріктігін сақтап қалады.
Каталлизатордың үш түрі қолданылады: блокты, гильзалы және құрамды. Блокты каталлизаторларды қапталған немесе құймалы мысты блоктардан жасайды, олардың қабырғаларының ені 150 - 175мм құрайды. Блоктың қабырғаларында салқындатқыш суға арналған тесіктердің ұзына бойы бұрғыланады. Гильзалы кристаллизаторларды қабырғасының ені 6 - 20мм болатын мысты гильзалардан (трубалардан) жасайды, олардың сырты болатты қабаттармен қапталады. Салқындатқыш су мысты және болатты қабырғалар арасынан жіңішке саңылау арқылы (5мм шамасында) 6 - 7,5м / сек жылдамдықта өтеді. Блокты және гильзалы каталлизаторларды аздаған қиылысты (200 х 200мм - ден төмен) құймаларды шығару үшін қолданады.
Арнайы қатайтылған аппараттар арқылы толық бір түрге біріктірілген, жеке төрт түрлі қабырғаларда жүргізілетін, құрамды каталлизаторлар кеңінен таралған. Бұл каталлизаторлардың әртүрлілігінің жалпы сипаттамасы 1 - ші суретте (тегіс қималы құймаларды шығаруға арналған кристаллизаторлар) көрсетілген. Құрамды каталлизаторлардың әрбір қабырғасы түйрегіштер арқылы бір - бірімен біріктірілген мысты және болатты пластиналардан тұрады. Мысты тақта жылдам жылу шығаруды қамтамасыз етеді, ол болатты қабырғаға беріктік береді және тақтаны үлкен көлемде оны қатты қабырғалар құймасымен жасайды (сурет 1).

Сурет 1 - Тегіс кесектердің құймасы үшін тұзақ салқындату жүйелі құрама кристаллизатор: 1- тартушы болт; 2,3 - ось және жіңішке қабырға жағдайының реттелуіне арналған кептіру; 4 - болат плита; 5 - су жіберуші коллектор; 6 - судың қозғалу бағыттары; 7 - мыс плитасындағы суға арналған арна; 8 - болат плитасындағы суға арналған арна; 9 - мыс плитасы; 10 - ағын сулар; 11 - қатты қабырға; 12 - тербелудің рамасындағы кристаллизатордың тірегі
Құрамды кристаллизаторларды жіңішке қабырғалы және ірі қабырғалы деп бөледі. Біріншілер (сурет 2, а) ені 10 - 20мм - дегі мысты немесе болатты пластиналарда салқындатқыш суға ұзына бойы жырықтармен қиылатындықтан, оларда су, мыс және болат пластиналар аралығында өтетіндіктен, мысты пластиналарға ие болады. Мұндай кристаллизаторлардың кемшілігі сұйық болатты және салқындатқыш судың температураларының әртүрлі болуларына байланысты түзілетін ауырлатқыш нәтижесінде, аздаған мысты пластиналар салыстырмалы түрде жеңіл қапталады, яғни, құйманың бетінде сығылған құймалардың жоғары шығынын және каталлизатор қабырғаларының әртүрлі бөліктерінде тегіс емес отырғызуды қамтамасыз ететіндіктен. Соңғылары құймаларда беттік жарықшалардың және ужиминдердің түзілуіне әкеледі (ұзын бойлы, өрмекші тәріздес және кейде көлденең). Сондықтан да, көп жағдайда ірі қабырғалы каталлизаторларды қолданады, олардың ені 50 - 100мм мысты тақталардан жасалады, оларда салқындатқыш суға арналған бұрғыланған (сурет 2, б) домалақ ұзын бойлы каналдардың диаметрі әдетте 20мм - дей болады. Ірі мысты тақтайлардың аздаған қапталуына байланысты, ірі қабырғалы каталлизаторлар беріктігі жіңішке қабырғалыларға қарағанда жоғарырақ болады және беттік ақаулар арқылы құйманың жарықшақтары төмендейді.
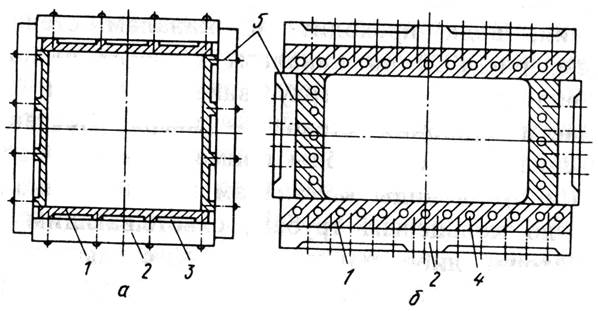
Сурет 2 - Құрама кристаллизаторлардың көлденең қимасы - жіңішке қабырғалы (а) және жуан қабырғалы (б): 1 - мыс плитасы; 2 - болат плитасы; 3 - суға арналған кішкене канал; 4 - суға арналған арна; 5 - түйрегіш
Каталлизатордың ішкі қуысындағы көлденең қиманың пішіні шығарылатын құйманың қимасымен анықталады. Каталлизатордың биіктігін, оған металдың берілуі кезінде жеткілікті түрде берік (ені 10 - 25мм) құйманың сыртқы қабықшасы түзілуіне байланысты анықтайды, бұл биіктік 0,7 - 1,2м құрайды. Каталлизатор қабырғаларының ішкі жұмысшы бетін жұмсақ немесе толқынды түрде етіп жасайды. Толқынды беттер ұзын жарықшақты құймалардың бұзылуын төмендетеді.
Каталлизатор қабырғаларының ішкі беттері мыстың аз қаттылықты және төзімдікте болуына байланысты салыстырмалы түрде тез тозады және шығарылатын құйманың беткі қабатының үйкелісі нәтижесінде бұзылады. Сондықтан, 40 - 70 құймаларды балқытқаннан кейін құрамды каталлизаторлар жіктеледі және кристаллизаторларды жинап қайтадан өңдегеннен кейін, қабырғаның бұзылған жұмысшы беттерін қырады. Бұндай операцияны мыстың шығынын төмендететін, мысты қабырғалардың қызмет ету уақытында үш - бес рет қайталайды. Беріктікке төзімділікті жоғарлату мақсатында мысты қабырғалардың жұмысшы беттерін көбірек төзімді материалдардан жасалған жіңішке беттермен жабуын кеңінен қолданады. Көбінесе хромды, никельді, темір - никельді, темір - никель - вольфрамды және тағы басқа жабуларды қолданады. Жабындының ені 0,15 - тен 1мм - ге дейін болады, оларды гальваникалық әдістермен тозаңдатып қондырумен, балқытып қаптастырумен және т.б. әдістермен енгізеді. Сонымен қатар, өте жоғары берікке төзімділікті қасиеті бар (құрамында 0,1 - 2,5% - ға дейін күміс, хром, кобальт, никель бар құймалар), мыстың негізінде кристаллизатор қабырғаларын дайындауда балқымаларды қолданады.
Салқындату жүйесінің бірсызықты және ілмекті кристаллизаторларды қолданады. Бірінші жағдайда суды әрбір төрт қабырғадан жеке бөліп алады, ол канал арқылы төменнен жоғарыға қозғалады, содан кейін құймаға жіберіледі. Үшбұрышты құймадағы каталлизаторларды қолданылатын ілмекті жүйе кезінде су қабырғаның каналы арқылы екі рет өтеді. Басында тік қабырғалы каналдардан және жиектерінен жоғарыдан төменге қозғалады, сосын жоғарыдағы - кең қабырғалардың орта бөлігінен каналдар арқылы өтеді. Ілмекті жүйелер судың шығынын екі есе төмендеуіне мүмкіндік жасайды.
Мысты қабырғалардың каналында суды енгізу және шығару айналмалы каталлизаторда жоғары және төмен қармап алатын трубалар арқылы немесе болатты тақталар каналдары арқылы жүргізіледі. Кристаллизатор каналдарындағы судың жылдамдығы 5м / сек - тен төмен бомауы керек, шығарылатын судың температурасы 40 ○С - тан жоғары болмауы керек. Бірсызықты салқындату кезіндегі кристаллизатордың қуыстарының 1м периметріне сәйкес судың шығыны шамамен 90м3 / сағ құрайды.
Кристаллизаторлардың конструкциялары үздіксіз қалыптасып отырады. Осылайша, электромеханикалық немесе гидравликалық тоқтардың әсерінен кең аралықта жіңішке қабырғалардың автоматты ауысуы нәтижесінде құйманың құйылу ұзындығын өзгертуге мүмкіндік беретін, басқарылатын каталлизаторлар қалыптасты және қолданыла бастады. Кең қолданысқа жиынтықты БҮҚҚ ие болады, олар бір каталлизатор арқылы үлкен ұзындықта жазық құйманы немесе аз ұзындықта екі құйманы құюға мүмкіндік береді. Бұл, әрқайсысы жеке құйма стакандары (мысалы, ұзындығы 2700мм жазық құймада бір құйманы немесе ұзындығы 1300мм - де екі құйманы) арқылы металға берілетін каталлизатор қуысын екі бөлікке бөлетін су салқындатқыш бөлгіштерді каталлизаторларда қондыру нәтижесінде қалыптасады.
Шетелдерде қабырғада салқындатылған сорғалап ағатын кристаллизаторларды қолданады. Мұндай кристаллизаторлар ішінде форсункалар қатарымен орналасатын, мысты гильзалардың бетінде ағатын су арқылы берілетін болатты камерада енгізілген, жіңішке қабырғалы мысты гильзалар түрінде болады.
Каталлизатордың тербелу механизміжоғары - төмен каталлизаторға қайта енгізітелін барлық құймалардың нәтижесіндегі қозғалысын қамтамасыз етеді, яғни, каталлизатор қабырғасындағы жарықшақтану әсерінен қозғалатын құймадан қабықтың беткі жіңішке бөлігінің үзілмеуін болдырмау үшін қажетті құйылатын құйманың бір бөлігі. Үзілу нәтижесінде қабықтың жоғарғы беті каталлизатор қабырғаларында тұрып қалады да, ал бөліну орны құйманың қалған бөлігінен төменге қозғалады, сосын ол каталлизатордан шығарылғаннан кейін апатты тоқтатуға арналған құймадағы (каталлизатор ішіндегі металдың бұзылуы) екінщі реттік салқындату аймағында сұйық металдың ағып өтуі жүреді. «Тұрып қалу» және «бұзылу» ұғымдары кристаллизаторларды үздіксіз орналастырған кезде құйманың үзіліссіз қалыптасу жылдарында бақыланды. Соңынан енгізілген қайта түсірілген қозғалыстың нақты әсерлері келесі түрде түсіндіріледі: каталлизатордың жиынтықты қозғалысы кезінде және олардың арасындағы құйманың төмен жарықшақтануы болмайды және құйманың тұрып қалатын қабығы жуандайды және нығаяды, олар каталлизатордың келесі жоғарыға қозғалысы кезінде үзілмейді. Осы уақытта жоғарыға қозғалысы кезінде құймадағы ыстық суға берілгенде булануы кезінде түзілетін будың қармап алуы қалыптасады. Майлауға лайықты су кезінде салқындатқыш қондырғылар, оның төмен қозғалысы кезінде сұйық металмен толтырылатын кристаллизатор қабырғаларының беттік бөліктері болып саналады. Майлау жарықшақты болдырмайды және құйманың қабықтарының тұрып қалуын және үзілу мүмкіншілігін төмендетеді.
Кристаллизатордың жоғары және төмен қозғалысы көбінесе синусойдалы заңымен жүргізіледі, тербелу санының қадамы 3 - 20мм аралығында өзгереді, минутына 40 - тан 200 - 300 циклге дейінгі жиілікте болады, әдетте, жылдамдықтың жоғарлауы кезінде тербелу жиілігі үлкейеді.
Кристаллизатордың тербелу механизмдерінің бірнеше түрлері бар. Қисықсызықты БҮҚҚ - ы 3 - ші суретте сұлбалы түрде көрсетілген, параллелограмды түрдегі механизм кеңінен қолданысқа ие болған. Қисықсызықты кристаллизатор 1 рамаға бекітілген 2, олар тербелу механизмінің рычагында 5 және 3 орнатылады. Электр қозғалысы арқылы айналатын қисықсызықты тікенек 7 «А» бағыты арқылы шатунның 6 ауысуын және 4 ось арқылы 5 рычагтың тербелуін қамтамасыз етеді. Рычаг арқылы 3 тербелетін рычагтың әсері каталлизатордан R радиусы арқылы доға траекториясында раманың жоғары - төмен қозғалуына әкеледі. Қозғалтқыштың айналу санын өзгерту арқылы кристаллизатордың тербелу жиілігін басқарады, ал қисықсызықты бекітудің радиусы санын өзгерту арқылы - тербелу амплитудасының санын басқарады.
Екінші реттік салқындату аймағы қозғалатын құйманың беткі бөлігіне салқындатқыш ортаны беретін, кристаллизатордың астында орналасқан БҮҚҚ - ның бөлігін қамтамасыз етеді. Бұл аймақта сұйық металдан кристаллдану кезінде бөлініп шығатын жылу құймадан тартып алынуы керек, ал құйманың беткі бөлігі 800 - 1000○С - тан төмен салқындатылмауы тиіс. Бұған қол жеткізу үшін «жұмсақ» салқындатуды (сулы ерітінділермен, су - ауалы қоспалармен), оны құйманың ұзындығынан (сұйық фазаның 70 - 90% тартылысы кезінде, яғни, БҮҚҚ - ның металлургиялық ұзындығы бойынша) үлкен қашықтықта қалыптастыру арқылы қолданады.

Сурет 3 - Кристаллизатордың тербелу Сурет 4 - Қисықсызықты БҮҚҚ - ның екінші реттік механизмі салқындату секциясы: 1 - кесек; 2 - бекітілген
доңғалақ; 3 - форсунка; 4 - трубалы коллектор;
5 - қозғалтқыш
Екінші салқындату аймағының қондырғылары салқындатқыш және бекітілген аппараттардан тұрады. Әдетте, бұл аймақ салқындату жүйесіне қажетті құймада суға берілетін ерітінділермен, көптеген форсункалармен және басқарылатын аппараттармен, сондай - ақ, бекітілген трубалы тоқтар түрінде болатын салқындату жүйесіне (сурет 4) қажетті герметикалық тері негізінде болады. Соңғы кездерде сулы - ауалы салқындату қолданылып жүр, яғни, ерітілген форсункалар арқылы сулы - ауалы қоспалардың берілуі. Бұл жағдайда форсункаларға су арқылы қысылған ауаны береді немесе форсункалар алдында судың және ауаның қоспаларын орналастырады. Сулыға қарағанда бұл салқындату бірнеше артықшылықтары бар: су өте жіңішке түрде ериді, «факельді» форсункаларда шығарылатын судың тамшылары бірқалыпта орналастырылады және беттік жарықшақтар арқылы құйманың бұзылуын және құйманың беттік температурасының біртексіздігін төмендету арқылы салқындатуды «жұмсақ» ететін, құйманың беткі бөлігінің үлкен аймағын суландырады. Қоспадағы ауа мен судың қатынасының өзгеру мүмкіншілігінің нәтижесінде салқындатудың қарқындылығының басқару диапазоны кеңейеді, екінші реттік салқындатуда судың шығыны төмендейді. Форсункаларды бекітілген роликтер немесе бөренелер арасында ұзындығына сәйкес құйманың қозғалу бағытында бір, екі, үш ретте орналастырады. Жазық құймаларды құю кезінде үлкен аймақтар салқындатылады, жіңішке аймақтарда форсункалар тек кристаллизаторлар астында ғана орналасады.
Салқындату қарқындылығы құйманы кристаллизатордан бөліп алу шамасы бойынша ғана төмендеуі керек. Судың шығынын біртіндеп төмендетуді қамтамасыз ету үшін, екінші реттік салқындату аймағын ұзындығы бойынша бірнеше (80 - ге жуық) секцияларға бөледі, олар форсункалар топтарын біріктіреді және судың арнайы шығарылу түрлерін қамтамасыз етеді. Судың шығынын секциялар бойынша реттеп отыру құю жылдамдығына, құйманың беттік температурасына және кейде басқа да параметрлерге байланысты осы жағдайларға сәйкес өңделген режимдер нәтижесінде автоматты түрде шығарылады. Әдетте, екінші реттік салқындату секциясының ұзындығын БҮҚҚ - ның айналмалы секциясының ұзындығына тең етіп жасайды.
Екінші реттік салқындату жүйесінің бекіту қондырғылары құйманың қатпаған бөлігінде, яғни, орталықта орналасқан, сұйық болаттың жоғары орналасқан жиектерінің қысымы әсерінен жіңішке бекітілген құйма қабықтарының деформациясын болдырмауға арналған. Вертикальды БҮҚҚ - да және құйманың майысуы кезіндегі қондырғыларда бекітілген аппараттар айналмалы тоқсыз бекітілген роликтер түрінде қызмет жасайды. Екінші реттік аймақтың беткі бөлігіндегі кейбір вертикальды БҮҚҚ - ларда бекітілген роликтердің орнына құйманың қозғалмалы беті өтетін, шойынды бөренелерден мықты берік жүйелер орнатылады.
Қисықсызықты осьтегі БҮҚҚ - да бекіту қондырғылары айналмалы, ішінде құйма қалқып жүретін айналмалы тоқты қалыптастырушы түрінде болады.
Бекіту қондырғыларын роликтер мен бөренелер қатарлары арасындағы қашықтықтарды өзгертуге болатындай етіп жасайды, бұл әртүрлі жуандықтағы құймаларды алу кезінде БҮҚҚ - ны жылдам қалыптастыруға мүмкіндік жасайды. Қисық сызықты түрдегі БҮҚҚ - да роликтердің төменгі қатары базалы түрде болады, ал жоғарғы жағын ауыстыруға болады.
Тартылыс қондырғылары
Тік БҮҚҚ - да бұл қондырғылар екінші реттік салқындату аймағынан төмен орналасады, ол негізінен гидроциклондар арқылы құймаға жабысқан және тоқпен байланысқан біліктердің екі немесе үш түрлерін бір құрамда бекітетін, бір - екі тартылу клеткаларын қамтамасыз етеді. Құйманың майысуы кезінде БҮҚҚ - да екі тартылыс қондырғылары болады - қондырғының тік өлшемінің соңында тартылатын клеткалар және құйманы түзетуді және көлденең бағыттағы әрі қарайғы қозғалысын қамтамасыз ететін тура тартылатын роликтер түрінде болады.
Қисықсызықты және радиалды слябтардағы БҮҚҚ - да құйманың қозғалысы роликті тоқтардағы жабдықталған роликтерін қамтамасыз етеді. Соңғысы әдетте екіден жеті сыңарға дейінгі роликтерді бір каркаста біріктіретін бірнеше секциялардан жасалған. Осыған байланысты токтың жоғарғы бөлігі (2,5 - 3,5м - ден) каталлизатордағы металдың шамасына дейін) тоқ өтпейтін болып саналады, ал одан әрі тоқтың тоқ өткізгіш бөлігі бар. Онда тоқты роликтердің саны секцияларда кристаллизатордан алшақтау шамасында үлкейеді, ал көлденең қозғалысы кезінде құймалардың қозғалысын ауыстыру аймағында барлық роликтер тоқ өткізгіш түрде жасалады. Кейбір радиалды БҮҚҚ - ларда құйманың түзетілуінің орнына роликті тоқтардағы тоқ өткізгіш бөлік жеке блокка бөліп алынатын, тура тартылғыш машиналар қолданылады.
Сортталған радиалды БҮҚҚ - да көп жағдайларда роликті тоқтар тоқ өткізбейді, ал құйманы сұйылту аймақтарында құйманы тартушы және шығарып алушы тура тартылғыш машиналар қолданылады.
Әртүрлі БҮҚҚ - ларда тоқты роликтердің құймаға тартылуына қажетті шарттарды гидроцилиндрлер немесе пружиналы - винтті қондырғылар арқылы қамтамасыз етіледі.
Шүрпі - құю алдында каталлизатор бөлігінің уақытша түзілуіне және шығарылатын құйманың бірінші метрлерін бөліп алуға қажет аппарат. Тік және көлденең бағыттағы БҮҚҚ - да шүрпі шығарылатын құймадағы сияқты, сол қимадағы металдық штанганы қамтамасыз етеді. Қисықсызықты қондырғыларда шарнирлі бөлімдермен біріктірілген иілгіш қоспаларды қолданады, радиалды БҮҚҚ - ларда - құймамен бір қиылысты болатын доға түзуші бөренелер түрінде қатты және иілгіш болады. Иілгіш түрдегі қоспалар жиі жуандалатын қатты бөлімшелер және өзгеретін жуандықтағы (үрленетін) бөлімшелер түрінде болуы мүмкін. Үрленетін қоспаларда әрбір бөлімшелер корпустан және қозғалмалы қақпақтардан (пластиналар) тұрады, олардың арасында қоспалардың ұзындығы бойынша резиналы маталы тармақтар орналасқан. Тармақтарға сығылған ауаны берген жағдайда қақпақтар көтеріледі де, бөлімшелердің жуандығы және қоспалар роликтер арасында белгілі бір қашықтыққа дейін көбейеді.
Қоспа «қарлығаштың құйрығы» түріндегі тереңдетілетін немесе Г - түзуші пішіндегі (сурет 5) қондырғының қимасы шығарылатын құйманың қимасына сәйкес келетін қондырғымен жабдықталған. Құю алдында қоспаны кристаллизаторға енгізеді және оның қондырғылары уақытша бөлік түзеді, ал қоспаның төменгі жағы тұнбалы біліктерде орналасады. Кристаллизаторда құйылатын металл қондырғының терең бөлігіне құйманың қоспамен бірігуі әсерінен қатаяды. Тұнбалы біліктерді қосып ала отырып қоспа төменге қарай жылжиды да, өзімен бірге құйманы әкетеді. Тұнбалы біліктерден қоспа бөліп шығарылғаннан кейін оны құймадан ажыратып алады.
Құйманы кесуге арналған қондырғылар -бұл, белгілі бір ұзындықтағы кесектерде газды қиындылар және сирек гидравликалық пышақтар түрінде болады. Газды қиындылар - қию кезінде құймада кесе - көлденең орналасатын, газды қиындылардың өзі осыған сәйкес пневматикалық аппараттармен қию алдында бірігіп құймамен бірге қозғалғандағы, екі газды - қышқылды қиындылармен жабдықталған, қозғалмалы арба. Кейде газы қиындылардың құймамен бірге ауысу синхронизациясын электр басқарушы аппараттармен жүргізеді. Құюдың соңында газды қиынды цикл қайталанатын, бастапқы жағдайына қайта келеді. Газды қиындылардың кемшілігі болып қию кезінде қабыршаққа айналатын металдың шығыны саналады.
Шөміштің тез ауысуына арналған қондырғылар
Қазіргі заманғы БҮҚҚ - лар құю кезінде аралық болат құймалы шөміштерді ұстап тұратын және «балқытудағы балқыту» құю әдісі бойынша шөміштердің тез алмасуын қамтамасыз ететін, қайта өңделген және кейде қозғалмалы қабырғаларды жабдықтайды. Қайта өңделген қабырғалар (сурет 6) консоль 7 ось арқылы 6 бекітілген, қайта өңделген платформа 2 негізінде 1 орналасады. Консолдың ілгіштерінде 4 екі шөмішті орналастыруға болады. Шөміштің тік бағытта қозғалуы консольдың тербелуімен байланысты, осыған сәйкес күш 3 шөміштің және ілгіштің жазық параллельді қозғалысын қамтамасыз етеді. «Балқытудағы балқыту» әдісі кезінде шөміштің 5, 6 қабырғасы екінші аралық шөмішті 5а орналастырып, екінші шөміштен металды аралыққа беру арқылы 1800 - қа бұрады. Қабырғаны бұру уақыты кезіндегі құйма аралық шөміштегі металдың шығыны бойынша жүреді.
Қайта өңделген қабырғалардың негізіндегі аралық шөмішті ауыстыру үшін, қабырғалардан қисықсызықты немесе айналмалы рельсті жолмен ауысатын, арбалар қолданылады. Екінші түрдегі арбалар (сурет 6) қайта өңделген қабырғалар негізінде бекітілген, төменгі тоқ өткізгіш және жоғарғы тоқ өткізбейтін дөңгелектерге ие болады. Аралық шөмішті арбаның 9 әкетуші рамасында орналастырады және оның ауысуына оның орнына екінші жаңа аралық шөмішті беру арқылы арбаны қолданады, осы кезде кристаллизаторға металды беруді 1 - 2 минутқа тоқтата тұрады.

Сурет 5 - Құю алдындағы кристаллизатордағы Сурет 6 - БҮҚҚ - ның қайта өңделген
қоспалар: а - қарлығаштың құйрығы тәріздес қабырғасы: 1 - бекітілген станина; 2 -
ойығы бар қондырғы; б - Г түзуші қондырғы; қайта өңделген платформа; 3 - күш; 4
1 - қондырғы; 2 - қоспаның қондырғысы; - ілгіш; 5 а, б - болатқұймалы шөміш:
3 - кристаллизатор осьтері консольмен бекітілген; 7 -
консоль; 8 - аралық шөміш; 9 - арбаның
әкетуші рамасы; 10 - арба; 11 - бекітілген
роликтер; 12 - БҮҚҚ - ның жұмысшы
аймағы
Бақылау сұрақтары:
1. Аралық шөміш не үшін арналған?
2. Кристаллизатор нені қамтамасыз етуі керек?
3. Кристаллизаторлар қандай түрлерге бөлінеді?
4. Кристаллизатордың тербелу механизмі қандай мақсатпен қолданылады?
5. Екіншілік салқындау аймағында не болады?
6. Екіншілік салқындау аймағы қандай құрылғылардан тұрады?
7. Созылмалы құрылғы дегеніміз не?
8. Кесектерді кесу қалай жүзеге асады?
Глоссарий:
1.Газды қиынды - қию кезінде құймада кесе - көлденең орналасатын, газды қиындылардың өзі осыған сәйкес пневматикалық аппараттармен қию алдында бірігіп құймамен бірге қозғалғандағы екі газды - қышқылды қиындылармен жабдықталған, қозғалмалы арба.
2.Кристаллизатор- құйманың жеткілікті ірі және берік ақаусыз қабырғаларының тез түзілуін қамтамасыз ететін, БҮҚҚ - ның конструктивті элементі.
3.Екінші реттік салқындату аймағы - қозғалатын құйманың бетіне салқындатылған ортаны беретін, БҮҚҚ - ның бөлімі.
4.Шүрпі- құю алдында каталлизатор бөлігінің уақытша түзілуіне және шығарылатын құйманың бірінші метрлерін бөліп алуға қажет аппарат.
Блиц - тест:
Нұсқа
1. Құю алдында футеровканы қанша температураға дейін қыздырады?
a) 900 - 1000○С
b) 800 - 1000○С
c) 700 - 800○С
d) 700 - 1100○С
e) 900 - 1200○С
2. Шөміштің атқаратын қызметтерін көрсетіңіз:
a) Болат құйғыш шөміштен кристаллизаторға сұйық металдың жеткізілуін қамтамасыз етеді
b) Кристаллизатордан болат құйғыш шөмішке сұйық металдың жеткізілуін қамтамасыз етеді
c) Жуан және қатты кесек қабықтарының ақаусыз тез құрастырылуын қамтамасыз етеді
d) Барлық құю бойымен кристаллизаторға металдың берілу шарттарының тұрақты еместігін қамтамасыз етеді
e) Мыс арналарының қабырғаларына судың жеткізілуін және қарсылық білдіруін қамтамасыз етеді
3. Мыстың балқу температурасы:
a) 1050°С
b) 1356°С
c) 1300°С
d) 980°С
e) 1083°С
4. Сұйық металмен жапсарласқан ішкі кристаллизатордың бөліктерін не құрайды?
a) Мыс
b) Алюминий
c) Қорғасын
d) Мырыш
e) Темір
5. Қандай үлгілер кристаллизаторды қолданады?
a) Блокты, гильзалы және құрама
b) Бірыңғай және құрама
c) Тақталы, блокты
d) Құрама, блокты
e) Гильзалы, бірыңғай
6. Құрама кристаллизатор қабырғасы неден құралады?
a) Алюминийден және мысты пластинадан
b) Болаттан және мысты пластинадан
c) Қорғасыннан және мысты пластинадан
d) Болаттан және қорғасынды пластинадан
e) Болаттан және алюминийлі пластинадан
7. Құрама кристаллизатордың түрлерін көрсетіңіз:
a) Бір қабатты, екі қабатты
b) Күрделі, жай
c) Жіңішке қабырғалы, жуан қабырғалы
d) Жіңішке, жуан
e) Сыңғыш, болатты
8. Созылмалы құйманың тез тозу және бұзылу себебін көрсетіңіз:
a) Алюминийдің қаттылығы мен тығыздығының аз болуы
b) Мыстың қаттылығы мен тығыздығының аз болуы
c) Қорғасынның қаттылығы мен тығыздығының аз болуы
d) Никельдің қаттылығы мен тығыздығының аз болуы
e) Хромның қаттылығы мен тығыздығының аз болуы
9. Құю жүйесі қаншаға дейін судың шығынын үлкейтеді немесе азайтады?
a) 4 рет үлкейтеді
b) 2 рет азайтады
c) 4 рет азайтады
d) 2 рет көбейтеді
e) Құю жүйесі судың шығынына әсер етпейді
10. Бұл кристаллизатор мыс гильзасының барлық бетіне суды тартушы форсункалармен қатар ішінде араластыратын болаттан жасалған камера бекітілген жұқа бүйірлі мыс гильзасын көрсетеді:
a) Блокты кристаллизатор
b) Гильзалы кристаллизатор
c) Құрама кристаллизатор
d) Қабырғалардың сорғалап ағатын салқындауымен болатын кристаллизатор
e) Бірыңғай кристаллизатор
Нұсқа
1. Кристаллизатордан кесектерді жою кезінде салқындау қарқындылығы:
a) Үлкейеді
b) Азаяды, содан соң үлкейеді
c) Азаяды
d) Үлкейеді, содан соң азаяды
e) Өзгермейді
2. Екіншілік салқындау жүйесінің тіреуіш құрылғылары не үшін қолданылады?
a) Құйманың жіңішке қабықтарының деформациясының сақталып қалуы үшін
b) Құйманың жіңішке қабықтарының деформациясын білу үшін
c) Рөлдің еріксіз келтіруінің жабдықтаулары үшін
d) Құйып шығарылатын құйманың бірінші метрлерінің созылулары үшін
e) Кристаллизатордағы уақытша түпті білу үшін
3. Шүрпі не үшін арналған?
a) Құйманың жіңішке қабықтарының деформациясының сақталып қалуы үшін
b) Құйманың жіңішке қабықтарының деформациясын білу үшін
c) Кристаллизатордағы уақытша түптің түзілуі үшін
d) Роликтегі тоқтың жабдықтаулары үшін
e) Барлық құю кезінде кристаллизаторға металдың берілу шарттарының тұрақты еместігін қамтамасыз ету үшін
4. Бекітілген роликтер немесе қырлы бөренелердің арасында не орналасады?
a) Кристаллизатор
b) Қос иін
c) Су құятын құрылғылар (форсункалар)
d) Газды қиындылар
e) Шүрпі
5. Арбаларды не үшін қолданады?
a) Аралық шөмішті ауыстыру үшін
b) Құйып шығарылатын құйманың бірінші метрлерінің созылулары үшін
c) Роликтегі тоқтардың жабдықтаулары үшін
d) Барлық құю кезінде кристаллизаторға металдың берілу шарттарының тұрақты еместігін қамтамасыз ету үшін
e) Кристаллизатордан болат құйғыш шөмішке сұйық металдың жеткізілуін қамтамасыз ету үшін
6. Болат құйғыш шөміштегі шөміш металдың қанша массасын сыйғызады?
a) 8 - 10% - дан 15% - ға дейін
b) 7 - 9% - дан 20% - ға дейін
c) 5 - 8% - дан 15% - ға дейін
d) 10 - 15% - дан 25% - ға дейін
e) 10 - 15% - дан 20% - ға дейін
7. Аралық шөміштің функциясының бірін атаңыз:
a) Кристаллизатордан болат құйғыш шөмішке сұйық металдың жеткізілуін қамтамасыз етеді
b) Жуан және қатты кесек қабықтарының ақаусыз тез құрастырылуын қамтамасыз етеді
c) Барлық құю кезінде кристаллизаторға металдың берілу шарттарының тұрақты еместігін қамтамасыз ету үшін
d) Мыс арналарының қабырғаларына судың жеткізілуін және қарсылық білдіруін қамтамасыз етеді
e) Кристаллизаторға металдың берілу шарттарын қамтамасыз етеді
8. Кристаллизатордың қабырғалары болып табылады:
a) Су сіңірмейтіндер
b) Отқа төзімділер
c) Су салқындататындар
d) Су сіңіретіндер
e) Жылу өткізбейтіндер
9. Гильзалы кристаллизаторды неден дайындайды?
a) Мыс құбырынан
b) Болат гильзалардан
c) Темір гильзалардан
d) Мыс - болат гильзалардан
e) Алюминий құбырынан
10. Жуан қабырғалы кристаллизатордың мыс тақтасының жуандығын көрсетіңіз:
a) 10 - 30мм
b) 30 - 100мм
c) 50 - 100мм
d) 70 - 100мм
e) 30 - 70мм
Олданылған әдебиеттер
|
Просмотров 1904 |
|
|
