Главная Обратная связь
Дисциплины:
Архитектура (936)
Биология (6393)
География (744)
История (25)
Компьютеры (1497)
Кулинария (2184)
Культура (3938)
Литература (5778)
Математика (5918)
Медицина (9278)
Механика (2776)
Образование (13883)
Политика (26404)
Правоведение (321)
Психология (56518)
Религия (1833)
Социология (23400)
Спорт (2350)
Строительство (17942)
Технология (5741)
Транспорт (14634)
Физика (1043)
Философия (440)
Финансы (17336)
Химия (4931)
Экология (6055)
Экономика (9200)
Электроника (7621)

Повторення частини програми G23
|
|
Кадр програми
ЧПК.
Адреси.
Опціональні адреси.
Вказівки по програмуванню.
Переміщення в режимі прискореного ходу G00.
Інструмент із максимально можливою швидкістю переміщається до цільової точки, запрограмованої координатами X й Z. Координати можуть програмуватися в розмірах від бази (абсолютній системі) G90, або в розмірах по ланцюжку (відносній системі) G91.
G00 Х... Z... [F...] [S...] [Т...] [М…]
X координата цільової точки по осі X
Z координата цільової точки по осі Z.
Якщо інструмент переміщується паралельно осі, то відповідна, цільова координата ідентична поточної позиції інструмента й тому не повинна програмуватися (функція самозбереження адреси координат).
F - подача в мм/об
S - число обертів шпинделя в мм/хв
Т - зміна інструмента
М - допоміжна функція
Якщо в кадрі програми ЧПК програмуються зміна інструмента й зміна числа обертів і подачі, то спочатку відбувається зміна інструмента; одночасно з початком руху здійснюється зміна швидкості обертання, величина значення подачі заноситься в регістр.
Максимально можуть бути запрограмовані три машинні команди, які виконуються в послідовності, описаної в главі 4 Додаткові функції.
При проставлені розмірів від бази (абсолютній системі відліку) G90 координата X програмується щодо діаметра деталі.
При проставлені розмірів по ланцюжку (відносній системі відліку) G91 координата X співвідноситься з радіусом деталі.

Рисунок G 01.1: Програмування в розмірах від бази - інструмент переміщується в точку Х= 140, Z =-90.
Координата X програмується щодо діаметра.

Рисунок G 01.2: програмування в розмірах по ланцюжку - інструмент переміщується в напрямку X на величину 20 й у напрямку Z - на величину -60. Для переміщення інструмента в цільову точку Х+140, Z-90 у попередньому кадрі він повинен перебувати в позиції Х+100, Z -30 (стартова позиція).
Координата X програмується щодо радіуса.
Функція:
Кадр програми
ЧПК.
Адреси.
Опціональні адреси.
Вказівки по програмуванню.
Лінійна інтерполяція в режимі робочого ходу G01
Інструмент переміщається із заданою програмою швидкістю подачі до цільової точки, певної координатами X і Z. Координати можуть програмуватися в розмірах від бази (абсолютній системі) G90 або в розмірах по ланцюжку (відносній системі) G91.
G01 X... Z... [F...] [S...] [T...] [M...]
X координата цільової точки по осі X
Z координата цільової точки по осі Z
1) Якщо інструмент переміщується паралельно осі, то відповідна цільова координата дорівнює поточної позиції інструмента й тому не повинна програмуватися (функція самозбереження адреси координат).
Якщо не запрограмовані обидві координати, то керування включається тільки у функцію, що самозберігається, Прискорений хід.
F подача в мм/об
S швидкість обертання шпинделя в об/хв
Т зміна інструмента
М додаткова функція
Якщо в одному кадрі програми ЧПК програмуються зміна інструмента зміна подачі і числа обертів, то спочатку виробляються вони, а потім здійснюється рух до цільових координат.
Максимально можна програмувати три машинні команди, які виконуються в послідовності, описаної в главі 4 Додаткові функції.
У розмірах від бази G90 координата X програмується щодо діаметра деталі.
При програмуванні в розмірах по ланцюжку G91 координата X співвідноситься з радіусом деталі.
Функція:
Кадр програми ЧПК.
Опціональні адреси.

Вказівки по програмуванню.
Кругова інтерполяція за рухом годинникової стрілки G02.
Інструмент переміщується по дузі за рухом годинникової стрілки з запрограмованою подачею до цільової точки, певної координатами X і Z.
G02 X... Z... І... К... [F...] [S...] [Т...] [М...]
X координата кінцевої точки по осі X.
При проставлені розмірів від бази (G90) X співвідноситься з діаметром.
При проставлені розмірів по ланцюжку (G91) X програмується щодо радіуса.
Zкоордината цільової точки по осі Z.
1)* Якщо цільова координата ідентична поточної позиції інструмента, то її не слід програмувати (функція самозбереження адреси координат).
Івідстань від стартової точки (початкової) точки дуги до центра дуги в напрямку координати Х
Квідстань відстартової точки (початкової точки) дуги до центра дуги в напрямі координати Z
Fподача в мм/об.
Sчисло обертівшпинделя в об/хв
Тзміна інструмента
Мдопоміжна функція
Адреси І і К можуть бути із знаком ”+“ і ”-“ якщо вимірювання від стартової точки до центра дуги відбувається за напрямком відповідної координати, то проставляється +І,+К; якщо проти – то проставляється –І, -К.
Якщо в кадрі програми ЧПК програмуються зміна інструмента, зміна подачі і швидкості обертання, то вони виконуються спочатку, а потім здійснюється рух до цільових координат.
Функція:
Кадр програми ЧПК.
Опціональні адреси.

Вказівки по програмуванню.
Кругова інтерполяція проти годинникової стрілки G03.
Інструмент переміщується по дузі проти руху годинникової стрілки з запрограмованою подачею до цільової точки X і Z.
G03 X... Z... І... К... [F...] [S...] [Т...] [М...]
X координата кінцевої точки по осі X.
При проставлені розмірів від бази (G90) X співвідноситься з діаметром.
При проставлені розмірів по ланцюжку (G91) X програмується щодо радіуса.
Zкоордината цільової точки по осі Z.
1)* Якщо цільова координата ідентична поточної позиції інструмента, то її не слід програмувати (функція самозбереження адреси координат).
Івідстань від стартової точки (початкової) точки дуги до центра дуги в напрямку координати Х
Квідстань відстартової точки (початкової точки) дуги до центра дуги в напрямі координати Z
Fподача в мм/об.
Sчисло обертівшпинделя в об/хв
Тзміна інструмента
Мдопоміжна функція
Адреси І і К можуть бути із знаком ”+“ і ”-“ якщо вимірювання від стартової точки до центра дуги відбувається за напрямком відповідної координати, то проставляється +І,+К; якщо проти – то проставляється –І, -К.
Якщо в кадрі програми ЧПК програмуються зміна інструмента, зміна подачі і швидкості обертання, то вони виконуються спочатку, а потім здійснюється рух до цільових координат.
Функція:
Кадр програми ЧПК.
Адреси.
Вказівки по програмуванню.
Тривалість обробки G04.
Переміщення інструмента переривається на задану тривалість обробки.
G04 X...
X тривалість обробки в секундах.
Приклад програмування:
N120 G04 X2
Тривалість обробки вказується в секундах під адресою X. Команда G04 повинна стояти в окремому кадрі програми ЧПК.
Функція:
Кадр програми ЧПК.
Опис.

Вказівки по програмуванню.
Точна зупинка G09.
(Гальмування в кінці переміщення)
Якщо в кадрі програми ЧПК запрограмована команда G09, то швидкість подачі при наближенні до заданої точки контуру знижується до нуля, перш ніж здійснюється переміщення до наступної точки контуру наступного кадру програми ЧПК.
G01 X... Z... G 09 або
X...Z... G 09
1)* Якщо інструмент переміщується паралельно вісі, то відповідна цільова координата ідентична поточної позиції інструмента й тому не повинна програмуватися (функція самозбереження адреси координат).
Оскільки програма ЧПК відпрацьовується безупинно, тобто без переривання руху подачі, то це може привести в результаті помилки зупинки до руйнування кромки різця. Для точного підведення до потрібної точки варто програмувати команду G09.
Команда G09 повинна стояти наприкінці кадру програми ЧПК.
Функція:
Кадр програми ЧПК.
Опис.
Вказівки по програмуванню.
Переведення у дюйми G20.
За допомогою цієї команди здійснюється переведення системи виміру шляхів з міліметрів на дюйми.
G20
Після цієї команди всі координати варто вказувати в дюймах (inch). Аналогічно змінюються одиниці виміру наступних технологічних параметрів:
1. Швидкість подачі - з міліметрів на один оберт у дюйми на один оберт.
2. Швидкість різання - з метрів на хвилину у фути на хвилину.
Команда G20 повинна стояти в кадрі програми ЧПК одна.
Переведення даних з міліметрів у дюйми може бути зроблений тільки в рамках однієї програми ЧПК.
Дані вимірів у дюймах зберігаються до їхнього переведенню в міліметри за допомогою команди G21.
Наприкінці програми ЧПК (М30) керування автоматично робить переведення у конфігуровані дані розмірів.
Функція:
Кадр програми ЧПК.
Опис.
Вказівки по програмуванню.
Переведення у міліметри G21.
За допомогою цієї команди одиниці систем виміру шляхів переводяться з дюймів у міліметри.
G 21
Всі координати після цієї команди варто вказувати в міліметрах (мм). Аналогічно змінюються одиниці виміру технологічних параметрів:
1. Швидкість подачі - з дюймів на один оберт у міліметри на один оберт.
2. Швидкість різання - з фунтів на хвилину в метри на хвилину.
У кадрі програми ЧПК команда G21 повинна стояти одна.
Переведення з дюймів у міліметри може бути зроблений тільки в рамках однієї програми.
Одиниця вимірювання міліметр зберігається до її заміни на дюйми за допомогою команди G20.
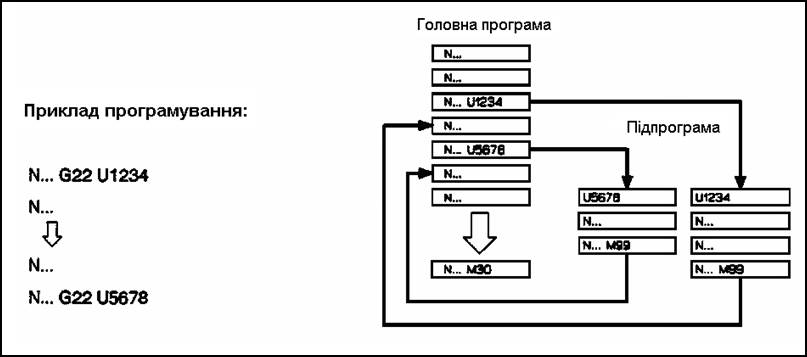
Рисунок G 22.1: Виклик різних підпрограм у головній програмі

Рисунок G 22.2: Багаторазовий виклик підпрограми в головній програмі при невиконанні (затемненні) окремих кадрів програми ЧПУ.
Функція:
Кадр програми ЧПК.
Адреси.
Опціональні адреси.
Опис.
Площина затемнення.
Вказівки по програмуванню.
Виклик підпрограми G22.
Викликана командою G22 підпрограма відпрацьовується керуванням, потім після виклику продовжується головна програма.
G22 U... [Р...] [Q...] [S...] [/...]
U під адресою U програмується ім'я підпрограми.
Р номер стартового кадру, з якого відпрацьовується підпрограма
Q номер кінцевого кадру, до якого виконується підпрограма
S число повторень підпрограми
/ площина затемнення: у підпрограмі не відпрацьовується кадри програми ЧПК, відмічені як площина затемнення числовим значенням, аналогічним зазначеному у виклику підпрограми під адресою"/".
Використання підпрограм доцільно, якщо певні частини програми повинні виконуватися багаторазово: наприклад, якщо контур необхідно обробити спочатку чорновою, а потім чистовою обробою. Контур у цьому випадку варто програмувати тільки один раз. Крім того, у рамках однієї підпрограми може бути викликана друга підпрограма, усього можна вкласти одна в одну підпрограм.
У результаті вказівки адреси "/" керування не відпрацьовує, тобто "затемнює", певні кадри програми ЧПК підпрограми. Тому що підпрограма може містити кілька площин затемнення, тo, наприклад, при першому виклику підпрограми можуть бути пропущені кадри програми ЧПК, які відпрацьовується при другому виклику тієї ж підпрограми. Або ж навпаки, при повторному виклику площиною затемнення є ті кадри програми ЧПК, які були призначені для першого відпрацьовування підпрограми.
Приклад: - порівняй рисунок G22.2:
- при першому виклику підпрограми (/01 U1234) керуванням не враховуються всі кадри програми ЧПК, відзначені /01.
- при другому виклику підпрограми (/02 U1234) пропускаються всі кадри програми ЧПК, відзначені /02.
Адреси Р,Q й S не повинні програмуватися:
- якщо не програмуються Р и Q, тo відпрацьовується вся підпрограма.
- якщо не зазначена адреса S, то підпрограма виконується один раз.
Стандартно наприкінці підпрограми повинна програмуватися команда М99 для коректного повернення в головну програму або в визиваючу підпрограму. Ця умова може бути змінена в конфігурації керування токарною обробкою.
Функція:
Кадр програми ЧПК.
Адреси.
Опціональні адреси.

Вказівки по програмуванню.
Повторення частини програми G23.
За допомогою команди G23 повторюється частина програми ЧПК.
G 23 Р...Q... [S...]
Р номер стартового кадру. Номер кадру, з якого повинне початися повторення.
Q номер кінцевого кадру. Номер кадру головної програми, до якого повинно виконуватися повторення частини програми.
S кількість повторень. Значення, запрограмоване під адресою S, показує, скільки разів варто повторити частина програми
Адреси Р і Q повинні бути запрограмовані. Якщо немає вказівки адреси S, то частина програми повторюється один раз.
Повторення частини програми не можна програмувати в підпрограмі.
Команди, що самозберігаються, діють під час і після повторення частини програми.
Функція:
Кадр програми ЧПК.
Адреси.
Вказівки по програмуванню
Команда обов'язкового переходу G24.
Команда G24 дає керуванню завдання продовжити обробку за допомогою кадру програми ЧПК, запрограмованого під адресою Р.
G 24 Р...
Р номер кадру переходу: вказує номер кадру головної програми, з якого повинна бути продовжена обробка.
Приклад програмування:
N110 G24 Р185
Команду переходу не можна програмувати в підпрограмі.
Функція:
Кадр програми ЧПК.
Вказівки по програмуванню.
Функція:
Кадр програми ЧПК.
Опис.
Вказівки по програмуванню.
Підведення до референтної точки G25.
Точка відліку револьверної головки в режимі прискореного ходу переміщується до референтної точки.
G 25
У зв'язку з командою G25 не потрібні вказівки координат, тому що положення референтної точки визначається в конфігурації простору верстата.
Підведення до референтної точки здійснюється в режимі прискореного ходу лінійно, тобто по прямому шляху. Тому варто враховувати поточну позицію інструмента, щоб уникнути зіткнень револьверної головки.
Підведення до точки зміни інструмента G26.
Команда G26 викликає переміщення револьверної головки в точку зміни інструмента в режимі прискореного ходу.
G26
Якщо під час обробки деталі необхідно зробити зміну інструмента, то револьверну головку варто перемістити в робочому просторі верстата в позицію, де револьверна головка може обертатися без зіткнень. Такою позицією є точка зміни інструмента. Якщо в кадрі програми ЧПК програмується команда G26, то револьверна головка переміщується в точку зміни інструмента.
Для виконання команди G26 не потрібні вказівки координат, тому що положення точки зміни інструмента визначене й, отже, відомо керуванню.
Підведення до точки зміни інструмента здійснюється лінійно, тобто, по прямому шляху. При цьому варто враховувати поточну позицію інструмента, щоб уникнути зіткнень револьверної головки.
Координати точки зміни інструмента визначаються в конфігурації.
Функція:
Кадр програми ЧПК.
Адреси.

Вказівки по програмуванню
Встановити задню бабку G28.
За допомогою команди G28 у програмі ЧПК можна здійснювати рух задньої бабки.
G28 Z...
Z координата цільової (кінцевої) точки по осі Z (абсолютно)
Команда G28 повинна стояти в кадрі програми ЧПК одна.
|
Просмотров 1497 |
|
|
