Главная Обратная связь
Дисциплины:
Архитектура (936)
Биология (6393)
География (744)
История (25)
Компьютеры (1497)
Кулинария (2184)
Культура (3938)
Литература (5778)
Математика (5918)
Медицина (9278)
Механика (2776)
Образование (13883)
Политика (26404)
Правоведение (321)
Психология (56518)
Религия (1833)
Социология (23400)
Спорт (2350)
Строительство (17942)
Технология (5741)
Транспорт (14634)
Физика (1043)
Философия (440)
Финансы (17336)
Химия (4931)
Экология (6055)
Экономика (9200)
Электроника (7621)

Скасування корекції радіуса ріжучої кромки G40
|
|
Команда G40 скасовує корекцію радіуса ріжучої кромки G41 й G42.
G 40
Команда G40 повинна стояти в кадрі програми ЧПК одна.

Рисунок G 51. Автоматичне відображення контуру деталі на заготовці
Функція:
Кадр програми ЧПК.
Адреси.
Опис.
Вказівки по програмуванню.
Опис заданого контуру G51.
Імітатор дозволяє створювати кадри програми ЧПК за допомогою ручного переміщення інструмента, тобто , без уведення командного коду. Цей метод створення програми здійснюється в, так званому, режимі навчання. Для того щоб остаточна геометрія деталі не порушувалася в ручному режимі, заданий контур деталі може бути визначений за допомогою команд G51 й G50.
G51 X... Z... Р... Q...
 |
G 50
X координата X початкової точки контуру
Z координата Z початкові точки контуру
Р001 заданий контур висвітлюється в заготовці
Р000 заданий контур не зображується
Q001 включене зображення зіткнень. Якщо при ручному переміщенні заданий контур порушується, то лунає акустичний сигнал й у діалоговому рядку з'являється відповідне повідомлення про помилку
Q000 зіткнення не розглядаються
Перш ніж почати опис створюваного контуру деталі, необхідно ввести команду G51 з координатами X й Z початкові точки контуру й потрібних опцій для Р и Q. Команда G50 завершує опис.
Потім варто перемкнутися в режим навчання, і деталь може бути оброблена вручну.
Докладні пояснення роботи в режимі навчання дані в посібнику з експлуатації імітатора ЧПК.
Для коректного графічного зображення заданого контуру необхідно, щоб завжди описувався весь контур деталі. Це означає, що початкова й кінцева точки контуру повинні лежати на середній лінії (осі обертання).
Функція:
Кадр програми ЧПК.
Вказівки по програмуванню
Скасувати зміщення нульової точки в приростах G53.
Команда G53 скасовує зміщення нульової точки в приростах (G59). Після цього справедлива система координат, визначена зміщення нульової точки (абсолютно), або визначена нульова точка деталі.
G 53
Команда G53 повинна стояти в кадрі програми ЧПК одна.

Рисунок G 54.1:

Рисунок G 54.2:

| |
Функція:
Кадр програми ЧПК.
Адреси.
Опис.
Вказівки по програмуванню.
Встановити нульову точку абсолютно: G54 - G56 і G58.
Нульова точка деталі встановлюється щодо нульової точки верстата на координати, запрограмовані під X і Z. Усього можуть бути визначені й збережені 4 різні нульові точки.
G54 [X...] [Z...] або G55 [X...] [Z..,] або
G56 [X...] [Z...] або G58 [X...] [Z...]
X координата X нової нульової точки деталі
Z координата Z нової нульової точки деталі
Як було викладено вище, керування співвідносить всі дані координат з однією певною точкою відліку. Такою точкою може бути нульова точка верстата (рисунок G54.1) або відзначена нульова точка деталі. Крім того нульова точка може бути задана в програмі ЧПК. Положення такої нульової точки деталі в принципі довільно. Але її варто вибирати так, щоб при програмуванні по можливості уникнути додаткових обчислень, тобто, можливо більше число координат повинне прийматися безпосередньо із креслення. В деталях, які мають вісь обертання, ця точка розташована звичайно на осі обертання (Х=0) на торцевій стороні деталі (рисунок G54.2).
При програмуванні складного контуру деталі (G54.3) може виявитися корисним визначення іншої нульової точки відповідно до системи відліку розмірів креслення деталі. Для цього за допомогою команд G54, G55, G56 й G58 можуть бути встановлені чотири різні нульові точки. Координати відповідної нульової точки можуть бути зазначені або в програмі ЧПК, або заздалегідь визначені й збережені в режимі налагодження позначенням на виробі. Збережену нульову точку потім досить просто викликати в програмі ЧПК за допомогою її адреси (наприклад, G54 - рисунок G54.3).
Кожної із чотирьох команд G54 - G56 й G58 привласнена комірка пам'яті нульової точки. Наприклад, за допомогою команди G54 активізується комірка пам'яті нульової точки G54. Якщо разом з G54 програмуються один або дві адреси координат, то перед активізацією нульової точки це запрограмоване значення вноситься в комірку пам'яті нульової точки. Ці значення координат можуть бути встановлені також у режимі налагодження за допомогою позначення на виробі.
Координати нової нульової точки завжди вказуються від бази, тобто щодо нульової точки верстата, навіть коли в програмі встановлюються різні нульові точки.
Установлені нульові точки зберігаються й після зміни програми до їхньої заміни новими координатами. При новому пуску імітатора всі координати встановлюються на нуль.
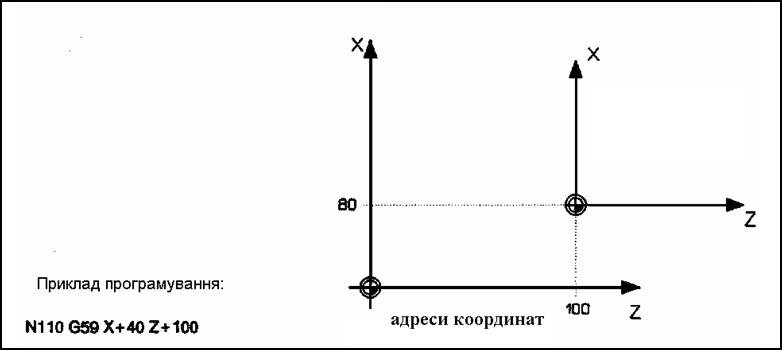
Рисунок G 59.1: система координат зміщується абсолютно до точки Х=40 і Z=10

Рисунок G 59.2: система координат повертається щодо зміщеної системи координат із точки з прирощенням координат I=20 / K = -30 на кут 120 градусів.
Функція:
Кадр програми ЧПК.
Адреси.
Опціональні адреси.
Опис.
Вказівки по програмуванню
|
Просмотров 1113 |
|
|
