Главная Обратная связь
Дисциплины:
Архитектура (936)
Биология (6393)
География (744)
История (25)
Компьютеры (1497)
Кулинария (2184)
Культура (3938)
Литература (5778)
Математика (5918)
Медицина (9278)
Механика (2776)
Образование (13883)
Политика (26404)
Правоведение (321)
Психология (56518)
Религия (1833)
Социология (23400)
Спорт (2350)
Строительство (17942)
Технология (5741)
Транспорт (14634)
Физика (1043)
Философия (440)
Финансы (17336)
Химия (4931)
Экология (6055)
Экономика (9200)
Электроника (7621)

Дефекты при сварке. Контроль качества сварки
|
|
ГОСТ 30242-97 «Дефекты соединений при сварке металлов плавлением. Классификация, обозначения и определения». Согласно этому стандарту дефекты сварных соединений подразделяются на шесть групп:
- трещины;
- полости, поры, свищи, усадочные раковины, кратеры;
- твердые включения;
- несплавления и непровары;
- нарушения формы шва – подрезы, усадочные канавки, превышения выпуклости, превышения проплава, наплавы, смещения, натеки, прожоги и др.;
- прочие дефекты.
Трещиной называется несплошность, вызванная местным разрывом шва или околошовной зоны, который может возникнуть в результате охлаждения или действия нагрузок.
В зависимости от ориентации трещины делятся на
- продольные (ориентированные параллельно оси сварного шва) – цифровое обозначение 101, буквенное обозначение Ea;
- поперечные (ориентированные поперек оси сварного шва) – 102, Eb;
- радиальные (радиально расходящиеся из одной точки) – 103, E.
Они могут быть расположены в металле сварного шва, в зоне термического влияния, в основном металле.
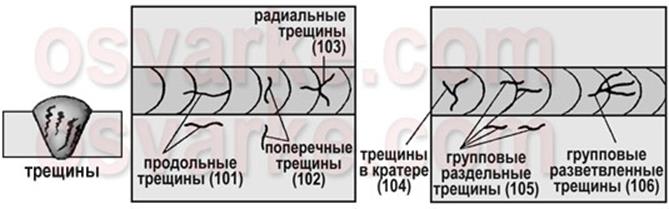
Также выделяют следующие виды трещин:
- размещенные в кратере сварного шва – 104, Ec;
- групповые раздельные – 105, E;
- групповые разветвленные – 106, E;
- микротрещины (1001), обнаруживаемые физическими методами не менее чем при 50-тикратном увеличении.
Газовая полость – это полость произвольной формы, не имеющая углов, образованная газами, задержанными в расплавленном металле. Порой (газовой порой, 2011) называется газовая полость обычно сферической формы. Поры могут подразделяться на
- равномерно распределенные по сварному шву – 2012;
- расположенные скоплением – 2013;
- расположенные цепочкой – 2014.

К продолговатым полостям (2015, Ab) относятся несплошности, вытянутые вдоль оси сварного шва. Свищи (2016, Ab) – продолговатые трубчатые полости, вызванные выделением газа.

К полостям также относятся усадочные раковины (202, R) и кратеры (2024, K). Усадочная раковина (по ГОСТ 30242-97) – это полость, которая образуется вследствие усадки при затвердевании. Кратером называется незаваренная усадочная раковина в конце валика сварного шва.

Твердые включения (300) – это твердые инородные вещества металлического или неметаллического происхождения, оставшиеся в металле сварного шва. Остроугольными включениями называются включения с хотя бы одним острым углом. Виды твердых включений:
- шлаковые включения (301, Ba) – линейные (3011), разобщенные (3012), прочие (3013);
- флюсовые включения (302, G) – линейные (3021), разобщенные (3022), прочие (3023);
- оксидные включения (303, J);
- металлические включения (304, H) – вольфрамовые (3041), медные (3042), из другого металла (3043).
Несплавлением (401) называется отсутствие соединения между металлом шва и основным металлом либо между отдельными валиками сварного шва. Типы несплавлений:
- по боковой поверхности (4011);
- между валиками (4012);
- в корне сварного шва (4013).
Непровар (402, D) или неполный провар – это несплавление основного металла на участке или по всей длине шва, появляющееся из-за неспособности расплавленного металла проникнуть в корень соединения (заполнить зазор между деталями).

Нарушение формы сварного шва (500) – это отклонение формы наружных поверхностей шва или геометрии соединения от заданного значения. К нарушениям формы шва по ГОСТ 30242-97 относятся:
- подрезы (5011 и 5012; F);
- усадочные канавки (5013);
- превышения выпуклости стыкового (502) и углового (503) швов;
- превышение проплава (504);
- неправильный профиль шва (505);
- наплав (506);
- линейное (507) и угловое (508) смещения свариваемых элементов;
- натек (509);
- прожог (510);
- не полностью заполненная разделка кромок (511);
- чрезмерная асимметрия углового шва (512);
- неравномерная ширина шва (513);
- неровная поверхность (514);
- вогнутость корня сварного шва (515)
- и др.
Подрезы – это продольные углубления на наружной поверхности валика шва. Подрезы со стороны корня одностороннего шва из-за усадки вдоль границы называются усадочными канавками. Превышение проплава – избыток наплавленного металла на обратной стороне стыкового сварного шва. Вогнутость корня шва – неглубокая канавка со стороны корня шва, возникшая из-за усадки.

Смещение между свариваемыми элементами при их параллельном расположении на разном уровне называется линейным смещением, а при расположении кромок элементов под углом – угловым смещением. Чрезмерной асимметрией углового шва называется значительное превышение размеров одного катета над другим.

Наплав – это избыток наплавленного металла шва, натекший на поверхность основного металла. Натек – это металл шва, не имеющий сплавления с соединяемой поверхностью и образовавшийся в результате перераспределения наплавленного металла шва под действием силы тяжести. Натеки часто возникают при сварке угловых швов или стыковых швов в горизонтальном положении.

Прожог – вытекание металла сварочной ванны, приводящее к образованию в шве сквозного отверстия. При неправильном профиле шва угол между поверхностью основного металла и плоскостью, касательной к поверхности шва, меньше нормального значения.
Все дефекты, не включенные в группы 1–5 (ГОСТ 30242-97), относятся к прочим дефектам (600):
- местное повреждение металла из-за случайного зажигания дуги (601);
- брызги металла (602);
- поверхностные задиры (603) – повреждения поверхности из-за удаления временно приваренного приспособления;
- утонение металла (606)
- и др.
Контроль качества сварки
Качество - это совокупность свойств продукции, обусловливающих ее пригодность удовлетворять потребности в соответствии с ее назначением. Качество сварных соединений оценивается совокупностью показателей: прочностью, пластичностью, коррозионной стойкостью, структурой металла шва и околошовной зоны, числом дефектов, числом и характером исправлений, вероятностью безотказной работы за заданное время и т.д.
|
Просмотров 3307 |
|
|
