Главная Обратная связь
Дисциплины:
Архитектура (936)
Биология (6393)
География (744)
История (25)
Компьютеры (1497)
Кулинария (2184)
Культура (3938)
Литература (5778)
Математика (5918)
Медицина (9278)
Механика (2776)
Образование (13883)
Политика (26404)
Правоведение (321)
Психология (56518)
Религия (1833)
Социология (23400)
Спорт (2350)
Строительство (17942)
Технология (5741)
Транспорт (14634)
Физика (1043)
Философия (440)
Финансы (17336)
Химия (4931)
Экология (6055)
Экономика (9200)
Электроника (7621)

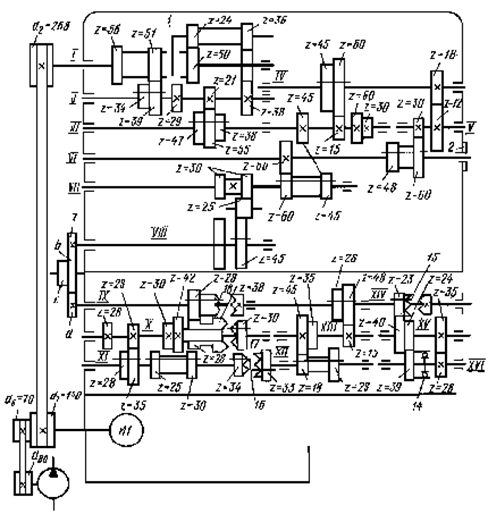
Кинематическая схема токарно-винторезного станка мод. 16К20
|
|
| 
|
****Сварочными материалами называют расходные материалы, используемые при сварке.
Сварочные материалы могут выполнять следующие функции:
- обеспечение необходимых геометрических размеров сварного шва;
- получение металла сварного шва с требуемым химическим составом и свойствами;
- обеспечение защиты расплавленного металла от воздействия воздуха – газовой, шлаковой или газошлаковой;
- обеспечение стабильности процесса сварки;
- удаление вредных примесей из металла шва.
Виды сварочных материалов
| Сварочные материалы | Разновидности |
| Сварочные электроды и присадочные прутки | плавящиеся электроды с покрытием (с кислым, основным, рутиловым, целлюлозным, смешанным покрытием), неплавящиеся электроды |
| Сварочная проволока | сплошная, порошковая, активированная |
| Флюсы | защитные и электропроводные |
| Газы | защитные (инертные и активные), горючие газы и газы, поддерживающие горение |
| Керамические подкладки | для сварки стыковых швов, угловых и тавровых швов, всепозиционные, круглые и др. виды |
***Производство ЖД колес
--Переплавка
--Вакуумирование стали
--Заливка в формы, получение стального слитка( 1 ст слиток=7колес)
--Слитки делятся и отправляются под пресс (предварительно нагреваются)
--пресопрокатная линия(через 4 пресса) В конце мы получаем окончательный профиль колеса и отверстие, в которое входит ось
--Колеса ускоренно охлаждают, затем отправляют в изотермическую камеру для постепенного охлаждения
--Отправляются в цех первичной мех. Обработки, где колеса обтачиваются.
--приёмка колеса
--Закалка (нагрев до 850 гр и охлаждение водой) нагреве выше критической температуры (температуры изменения типа кристаллической решетки, т. е. полиморфного превращения, либо температуры, при которой в матрице растворяются фазы, существующие при низкой температуре), с последующим быстрым охлаждением.
Материал, подвергшийся закалке приобретает бо́льшую твердость, но становится хрупким, менее пластичным и менее вязким, если сделать большее количество повторов нагревание-охлаждение. Для снижения хрупкости и увеличения пластичности и вязкости, после закалки с полиморфным превращением применяют отпуск. После закалки без полиморфного превращения применяют старение. При отпуске имеет место некоторое снижение твердости и прочности материала.
***** доменный процесс
основной способ переработки природного железорудного сырья с получением чугуна (иногда ферросплавов и лигатур). Доменная плавка была освоена ещё в 14 в., и с тех пор уже в течение более 500 лет её технология практически не менялась. Сущность доменного процесса состоит в восстановлении железа из оксидов и получении расплавленного науглероженного металла (чугуна) и шлака, которые легко отделяются друг от друга вследствие различия в плотностях (плотность чугуна примерно в 2.5 раза превышает плотность шлака).
Выплавка чугуна из железорудных материалов производится в доменных печах. В любой момент времени доменная печь заполнена железосодержащими материалами:твёрдыми (в шахте, распаре и на колошнике), размягчёнными (в заплечиках, распаре и нижней части шахты), жидкими (в горне и металлоприёмнике) и коксом, который остаётся твёрдым во всём объёме печи. В нижней части печи кокс формирует своеобразную насадку, которая обеспечивает необходимый газодинамический режим плавки, полноту протекания процессов восстановления железа и науглероживания металла. В горне печи имеются отверстия для выпуска жидких продуктов плавки (лётки) и для ввода во внутреннее пространство печи дутья (фурмы). Доменное дутьё представляет собой воздух (иногда обогащённый кислородом), нагретый до 1000–1350 °C, с топливно-восстановительными добавками (природный газ, угольная пыль, мазут и т. п.). В горне печи формируется окислительная зона, где горят кокс и топливно-восстановительные добавки, в результате чего получается газ, состоящий из азота, оксида углерода и водорода. В окислительной зоне самый высокий уровень температуры (2000–2500 °C) в печи. Образовавшийся в окислительной зоне газ поднимается вверх; по мере продвижения его температура, количество и состав изменяются. Больше всего к нему добавляется оксида углерода, образующегося в результате реакций восстановления оксидов железа, кремния, фосфора, марганца и других элементов углеродом коксовой насадки. Состав газа меняется прежде всего вследствие протекания реакций восстановления – оксид углерода превращается в углекислый газ, а водород – в воду. Нагревая шихту, газ охлаждается до температуры 100–300 °C. Шихтовые материалы загружают в печь периодически, и время их пребывания в печи составляет 5–8 ч. По мере освобождения пространства в нижней части печи в результате сгорания кокса и плавления железной руды шихтовые материалы опускаются вниз, постепенно нагреваясь от поднимающихся вверх газов. При этом из них испаряется влага, происходит разложение карбонатов и восстановление оксидов железа оксидом углерода и водородом. При температуре ок. 1200 °C начинается размягчение, а затем плавление материалов с образованием чугуна и шлака. Шлак получается из пустой породы железорудных материалов, золы кокса и флюса (если он используется при плавке); шлак является главным регулятором химического состава чугуна. Состав чугуна формируется в процессе стекания капель металлического расплава по коксовой насадке и взаимодействия со шлаком. Температура чугуна на выпуске составляет обычно 1380–1420 °C, шлака – 1450–1500 °C. Жидкие продукты плавки выпускают из печи периодически (по мере накопления).

Схема доменной печи:
1 – загрузочная воронка; 2 – загрузочный конвейер; 3 – шахта; 4 – шлаковая лётка; 5 – фурма; 6 – шлаковоз; 7 – чугунная лётка; 8 – чугуновоз; 9 – отходящий газ; 10 – газоочистка; 11 – воздухонагреватели
Доменная печь является одним из наиболее эффективных материалосберегающих агрегатов; коэффициент извлечения железа для чугуна составляет 99.5—99.8 %. Доменная печь занимает головное положение в структуре металлургического предприятия. Качество производимого в доменной печи чугуна определяет параметры последующего сталеплавильного передела, доменный газ служит основой энергетического хозяйства предприятия, в доменной печи утилизируется (через агломерационное производство) большая часть собственных отходов металлургического производства. Доменное производство является практически безотходным, т. к. доменный шлак представляет собой самостоятельную готовую продукцию, пользующуюся спросом не меньшим, чем чугун, а доменные шламы и пыли являются постоянными компонентами шихты агломерационного процесса.
****Способ измерения темперетуры в местах резания
Такие соединения называются термопарами и используются для измерения температуры в диапазоне от -270 до +2500 градусов Цельсия. Зависимость напряжения от температуры нелинейна, однако в небольшом диапазоне температур термо-э.д.с. пропорциональна разности температур спаев Т1 и Т2:
ЭДС = S(Т2 - Т1), (1)
где S- коэффициент Зеебека.
Принцип действия термопары иллюстрируется следующим рисунком (рис.1). Если температуры спаев различаются, и температура одного из спаев известна (например, измерена с помощью термометра или терморезистора), то температуру второго спая (т.е. измеряемую температуру) можно найти из уравнения (1). Для того, чтобы упростить процесс измерения температуры с помощью термопары, температуру холодного спая можно застабилизировать например, опустив холодный спай в ванночку со льдом. Однако применение компьютера совместно с системой сбора данных делает эту процедуру излишней, поскольку температура холодного спая изменяется в небольших пределах, и поэтому применение даже недорогого терморезисторного датчика позволяет получить хорошие результаты с помощью программной компенсации температуры холодного спая.

| 
|
| Рис.1. Принцип действия термопары | Рис.2. Подключение вольтметра с помощью третьего металла |
При подключении к термопаре внешней электрической цепи появляются новые контакты разнородных металлов, которые вводят в измерительную цепь дополнительные ЭДС. Однако можно видеть (рис.2), что, например термоЭДС двух контактов медь-константан включены встречно и поэтому компенсируют друг-друга. Это позволяет использовать термопару на большом удалении от измерителя напряжения, соединив их обычными медными проводами.
|
Просмотров 1637 |
|
|
