Главная Обратная связь
Дисциплины:
Архитектура (936)
Биология (6393)
География (744)
История (25)
Компьютеры (1497)
Кулинария (2184)
Культура (3938)
Литература (5778)
Математика (5918)
Медицина (9278)
Механика (2776)
Образование (13883)
Политика (26404)
Правоведение (321)
Психология (56518)
Религия (1833)
Социология (23400)
Спорт (2350)
Строительство (17942)
Технология (5741)
Транспорт (14634)
Физика (1043)
Философия (440)
Финансы (17336)
Химия (4931)
Экология (6055)
Экономика (9200)
Электроника (7621)

Входной контроль стропов, комплектующих и материалов стропов
|
|
6.5.1. При проведении входного контроля осуществляется проверка:
- наличия сопроводительных документов (сертификатов соответствия и качества, паспортов и др.) на материалы, в том числе на канаты, ленты, цепи, и комплектующие стропов и соответствие материалов и комплектующих этим документам;
- полноты сведений содержащихся в сопроводительных документах, и их соответствия требованиями настоящей Инструкции и ПБ 10-382-00;
- внешнего вида, состояния поверхности (ржавчины или иные следы коррозии), соответствия геометрических размеров и иных параметров материалов и комплектующих сопроводительным документам, а также наличие необходимых маркировок;
- поверхности гибких элементов стропов и иных комплектующих на наличие каких либо механических повреждений (забоин, вмятин, обрывов проволок или нитей, порезов, прожогов и неоднородностей по длине лент и др.);
- поверхности алюминиевых и стальных втулок на наличие забоин, вмятин, и других механических повреждений. Втулки не должны иметь вмятины глубиной более 10% от толщины стенки;
- наличия на поверхностях звеньев и захватных органов и их деталях трещин, плен, расслоений, волосовины и надрывов. Заваривать и заделывать такие дефекты не допускается;
- наличия в отливках трещин, неслитины, пористости и других дефектов, снижающих их прочностные показатели. Исправление таких дефектов сваркой не допускается. Применение механической обработки для устранения таких дефектов допускается с разрешения и под наблюдением ИТР, ответственного за качество изготовления стропов, по разработанной с этой целью технологической документации;
- наличия на поверхности металлопроката трещин, включений, закатов и других дефектов. Эти дефекты допускается устранять вырубкой или зачисткой, при условии не снижении прочностных показателей металлопроката. Устранять отмеченные дефекты сваркой запрещается.
6.5.2. При получении неудовлетворительных результатов проверки по какому-либо показателю, приведенному в п. 6.5.1. материалы и комплектующие бракуют.
Стропы канатные (см. п. 2.16.)
6.6.1. Сертификат соответствия или качества на стальной канат (круглопрядный и плоский) должен содержать следующие данные:
- условное обозначение и конструкцию каната по ГОСТ на данный канат, разрывное усилие суммарное всех проволок или каната в целом; наименование и иные данные о предприятии-изготовителе.
По запросу изготовителя стропов - данные о предельно допустимых (как низких, так высоких) температурах при эксплуатации.
6.6.1.1. Сертификат соответствия или качества на волокнистый канат (см. п. 2.16.2.) должен содержать следующие данные:
- условное обозначение и конструкцию каната по ГОСТ (ТУ) на данный канат, разрывное усилие суммарное по кабалокам (прядям) или каната в целом; фактической влажности в %, количество концов в упаковочной единице и их общей длины, даты изготовления, наименование и иные данные о предприятии-изготовителе.
6.6.1.2. Канаты, не имеющие сертификата соответствия или качества, к изготовлению стропов не допускаются.
6.6.1.3. Применение для изготовления стропов волокнистых канатов, гарантийный срок хранения которых истек, допускается, если канат хранился в соответствии с требованиями поставщика (ГОСТ, ТУ) после выявления разрывного усилия каната в целом на основе испытаний не менее трех образцов от каждой партии.
6.6.2. Изготовление стропов петлевых (см. п. 2.7.) типа СКП со скользящим крюком следует осуществляться по РКД 322.00...324.00 и ТУ 36.01.16-1-95, разработанных АО "ВНИИмонтажспецстрой".
6.6.2.1. Изготовление стропов витых кольцевых (см. п. 2.13. и черт. 2.5.д., черт. 4.10) и стропов полотенчатых (см. п. 2.12. и п. 2.12.1. и черт. 2.4.з, черт. 4.11.) следует осуществлять в соответствии с требованиями ОСТ 36-73 или по РКД и ТУ, разработанными в порядке, установленным настоящей Инструкцией (см. п. 5.14., п. 5.14.1.).
6.6.3. Для заказа каната применяют его условное обозначение.
6.6.3.1. Стальные круглопрядные канаты включают в условное обозначение (см. п. 5.5.2.6.) диаметр каната, назначение, марку проволоки по механическим свойствам и по виду покрытия, направление свивки прядей каната, сочетание направлений свивки элементов каната, способ свивки, точность изготовления и обозначение ГОСТ (ТУ). Примеры условного обозначения стальных круглопрядных канатов:
- канат диаметром 20,0 мм, грузового назначения Г, из проволок марки I, без покрытия, правой крестовой свивки, нераскручивающийся, нормальной точности изготовления, маркировочной группы проволок 1770 Н/мм2 (180 кгс/мм2) по ГОСТ 7668
Канат 20-Г-I-Н-1770Н/мм2 (180 кгс/мм2) ГОСТ 7668
- тот же канат из оцинкованной проволоки для особо жестких агрессивных условий работы, левой свивки, повышенной точности изготовления
Канат 20-Г-I-ОЖ-Л-Н-Т-1770Н/мм2(180 кгс/мм2) ГОСТ 7668
6.6.3.2. Примеры условного обозначения стального каната плоского (см. п. 5.5.2.7.), отличающегося от условного обозначения стального круглопрядного каната (см. п. 6.6.3.1.) отсутствием направления свивки и сочетанию направлений свивки элементов каната, а также вместо диаметра каната записывается ширина каната:
- плоский канат шириной 139 мм, грузового назначения, из проволоки марки В, оцинкованной для средних агрессивных условий работы, нераскручивающийся, повышенной точности изготовления Т, маркировочной группы проволок 1960 Н/мм2 (200 кгс/мм2) по ГОСТ 3092
Канат 139-Г-В-С-Н-Т-1960 Н/мм2 (200 кгс/мм2) ГОСТ 3092
6.6.3.3. Волокнистые канаты (см. п. 2.16.2.) включают в условные обозначения наименование материала, диаметр окружности, линейную плотность, группу изготовления и номер ГОСТ (ТУ). Условные обозначения волокнистых канатов регламентированы межгосударственным стандартом ГОСТ 30055.
Примеры условных обозначений волокнистых канатов:
- полипропиленовый канат плетенный, восьмипрядный, диаметром 104 мм, окружностью 325 мм, линейной плотностью 4990 ктекс, группы А
ПП Пл8 104 (325) мм 4900 ктекс А ГОСТ 30055
- канат сизаль - сталь, тросовой свивки, диаметром 17 мм, из проволоки диаметром 0,6 мм, линейной плотностью 288 ктекс, группы А
С-Cm T 17 мм 0,6 мм 288 ктекс А ГОСТ 30055
- канат сизаль - полипропилен, тросовой свивки, диаметром 40 мм, окружностью 125 мм, линейной плотностью 1053 ктекс, группы А
СПП 40 (125) мм 1053 ктекс А ГОСТ 30055
6.6.4. Канаты, предназначенные для изготовления стропов, должны храниться в закрытых помещениях на деревянных барабанах или металлических катушках, снабженных бирками с условным обозначением каната.
6.6.4.1. Необходимый для изготовления стропа отрезок каната разматывают, притормаживая барабан или катушку, вращающийся вокруг горизонтальной оси, установленной на "козлы". При этом свободный конец каната должен сходить снизу барабана (катушки).
6.6.4.2. Перед отрезкой каната по обеим сторонам от намеченного места разреза канат следует перевязать мягкой проволокой диаметром 1...2 мм (только стальные канаты) или липкой лентой. Для стальных круглопрядных канатов направление навивки перевязочных проволок принимают противоположным направлению свивки прядей каната (правой или левой Л).
Расстояние между перевязками следует принимать равным 2..3. диаметрам (толщины) каната, а длина каждой перевязки - 1,5 диаметрам (толщины) каната.
6.6.4.3. Стальные канаты следует отрезать дисковыми пилами трения, армированными абразивными кругами. Отрезка канатов любых типов электросварочной дугой запрещается. Допускается рубка волокнистых канатов зубилом.
6.6.5. Ветви стропов, стропы кольцевые и полотенчатые следует изготавливать из целого отрезка каната.
Сращивание отдельных прямых отрезков канатов для изготовления ветвей стропов любых типов не допускается.
6.6.6. Втулки (гильзы) из алюминиевых сплавов и стальные, предназначенные для соединения концов отрезка каната в петлях стропов способом опрессовки, изготавливают по разработкам "Рекомендации по соединению ветвей стальных канатов обжимной гильзой из стали, прессуемой в закрытой матрице", "Указания по технологии обжатия гильз из стали и алюминиевых сплавов при изготовлении одноветвевых и универсальных стропов по методу ВНИИмонтажспецстроя", "Рекомендации по изготовлению грузовых канатных стропов с обжимными гильзами", а также по ТУ 36.07-09-2-02 "Параметры, оснастка и технология опрессовки концов канатов грузовых стропов алюминиевыми втулками" ОАО "ВНИИмонтажспецстроя".
6.6.6.1. Допускается изготовление втулок (гильз) по ТУ, разработанным изготовителем стропов, согласованным с головным разработчиком Инструкции и Службой (при необходимости).
6.6.6.2. Втулки (гильзы) из алюминиевых сплавов следует опрессовывать в открытой матрице (черт. 6.1.а.), а стальные втулки (гильзы) - в закрытой матрице (черт. 6.1.б.).
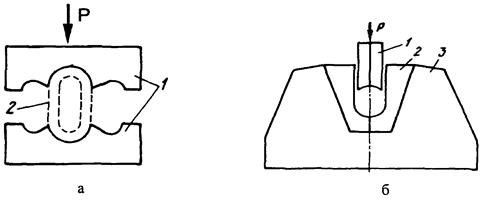
Черт. 6.1. Схемы матриц для опрессовки втулок (гильз):
а - открытая матрица (1 - половины матрицы; 2 - впрессовываемая втулка (гильза);
б - закрытая матрица (1 - пуансон; 2 - разъемная матрица; 3 - стальная «подушка»).
6.6.6.3. Длины l втулок (гильз) должны быть не менее шести диаметров d каната: l = 6d, а внутренний размер и толщина соответствовать конкретному диаметру каната. Применять одни и те же внутренний размер и толщину втулки (гильзы) под диапазон диаметров каната не рекомендуется.
6.6.6.4. Цанговые захваты (см. черт. 3.4.) изготавливают по ТУ 36.44.16.-4-94 и РКД 102.00., 111.00. АО "ВНИИмонтажспецстроя".
6.6.7. При соединении концов отрезка стального круглопрядного каната способом заплетки, когда пряди распущенного на определенной длине конца каната вплетаются в пряди нераспущенного каната, число проколов нераспущенного отрезка каната каждой прядью должно соответствовать требованиям ст. 2.7.5. ПБ 10-382-00, указанным в таблице 6.1.
Таблица 6.1.
|
Просмотров 2262 |
|
|
