Главная Обратная связь
Дисциплины:
Архитектура (936)
Биология (6393)
География (744)
История (25)
Компьютеры (1497)
Кулинария (2184)
Культура (3938)
Литература (5778)
Математика (5918)
Медицина (9278)
Механика (2776)
Образование (13883)
Политика (26404)
Правоведение (321)
Психология (56518)
Религия (1833)
Социология (23400)
Спорт (2350)
Строительство (17942)
Технология (5741)
Транспорт (14634)
Физика (1043)
Философия (440)
Финансы (17336)
Химия (4931)
Экология (6055)
Экономика (9200)
Электроника (7621)

Резка заготовок для изготовления донышек и цапф
|
|
Для резки заготовок под штамповку и заготовок для цапф используется воздушно-плазменная резка. Перед резкой необходимо выполнить разметку на листах, затем лист размещается на сборочной плите и производится резка. Приводим схему раскроя (рис.4).
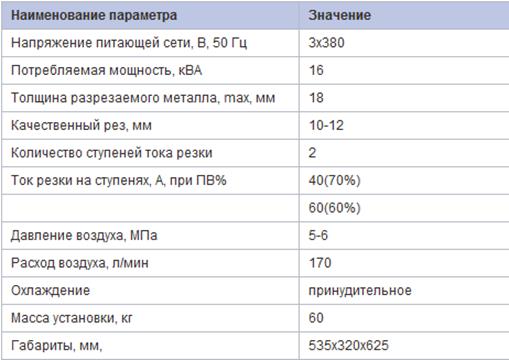
Используется установка  воздушно-плазменной резки АПР-60, предназначенная для качественной и высокопроизводительной ручной резки любых металлов и их сплавов. Устойчивая дуга, температура которой достигает 25 000 градусов С, насквозь проплавляет металл, оставляя узкий рез без наплывов и брызг.
воздушно-плазменной резки АПР-60, предназначенная для качественной и высокопроизводительной ручной резки любых металлов и их сплавов. Устойчивая дуга, температура которой достигает 25 000 градусов С, насквозь проплавляет металл, оставляя узкий рез без наплывов и брызг.

Рисунок 4. Схема раскроя листа при вырезке заготовок донышек и цапф
Скорость резки и максимальная толщина разрезаемого металла зависит от напряжения сети, тока резки, давления и чистоты сжатого воздуха, состояния деталей и узлов плазмотрона, температуры окружающего воздуха, квалификации резчика и марки металла. Основным рабочим инструментом является плазмотрон [10].
Таблица 5. Технические характеристики воздушно-плазменной резки АПР-60
3.4. Штамповка днища 
Штамповка днища производится методом горячей штамповки. Перед началом штамповки производится нагрев в печи до температуры 1000 С. Затем подается в форму и производится штамповка. Схема штамповки указана ниже (Рис.5).

Рисунок 5. Схема штамповки днища
1 – подставка, 2 – кольцо-матрица, 3 – прижим, 4 – пуансон, 5 – пуансонодержатель, 6 – заготовка днища.
Заготовка нагревается и по рольгангу подается к штампу (рис. 4).
Формование днищ методом штамповки на прессах производится следующим образом: заготовка с помощью транспортёра подаётся в нагревательную печь для равномерного нагрева до требуемой температуры. Нагретая заготовка специальными захватами извлекается из печи и подаётся на транспортёр, с помощью которого транспортируется к штампу, находящемуся под прессом. Затем заготовку устанавливают на протяжное кольцо и штампуют, как правило, за одну операцию.
В процессе штамповки нагретая заготовка быстро охлаждается и, сокращая свои размеры, напрессовывается на пуансон. Для облегчения съёма отштампованного днища пуансон, предназначенный для горячей штамповки, выполняется из двух частей: грибка и формирующего кольца. Заготовка снимается при ходе пуансона вверх.
В качестве оборудования используется гидропресс штамповочный ПА0437 [7]. Пресс гидравлический штамповочный предназначен для выполнения операций горячей штамповк  и металлических заготовок в закрытых штампах. Пресс изготовлен на базе современной, серийно выпускаемой гидравлической и электрической аппаратуры.
и металлических заготовок в закрытых штампах. Пресс изготовлен на базе современной, серийно выпускаемой гидравлической и электрической аппаратуры.
Технические характеристики гидропресса ПА0437:
Номинальное усилие пресса, кН 4000
Наибольшее расстояние между столом и ползуном (просвет), мм 1000
Ход ползуна, мм 800
Размеры рабочей зоны стола, мм 1400х1250
Уровень рабочей поверхности стола относительно пола, мм 500
Масса пресса, кг 35000
|
Просмотров 1032 |
|
|
