Главная Обратная связь
Дисциплины:
Архитектура (936)
Биология (6393)
География (744)
История (25)
Компьютеры (1497)
Кулинария (2184)
Культура (3938)
Литература (5778)
Математика (5918)
Медицина (9278)
Механика (2776)
Образование (13883)
Политика (26404)
Правоведение (321)
Психология (56518)
Религия (1833)
Социология (23400)
Спорт (2350)
Строительство (17942)
Технология (5741)
Транспорт (14634)
Физика (1043)
Философия (440)
Финансы (17336)
Химия (4931)
Экология (6055)
Экономика (9200)
Электроника (7621)

Припуск на чистову обробку G57
|
|
Цикли
| G31 | Цикл нарізання різьби |
| G36 | Обмеження області руху для повторюваних циклів |
| G57 | Припуск на чистову обробку |
| G65 | Цикл повздовжнього чорнового обточування - конусні/циліндричні контури |
| G66 | Цикл торцевого чорнового обточування - конусні/циліндричні контури |
| G75 | Цикл повздовжнього чорнового обточування - паралельно осям |
| G76 | Цикл торцевого чорнового обточування - паралельно осям |
| G78 | Цикл канавки форми Е і F. Канавка під різьбу. |
| G79 | Цикл прорізки канавки |
| G81 | Цикл повздовжній чорнового обточування з довільним сполученим контуром |
| G82 | Цикл торцевого чорнового обточування з довільним сполученим контуром |
| G83 | Цикл чорнового обточування паралельно контуру |
| G84 | Цикл глибокого свердління |
| G85 | Цикл канавки форми Е і F. Канавка під різьбу. |
| G86 | Цикл канавки |
| G87 | Цикл радіуса |
| G88 | Цикл фаски |

Рисунок G 31.1: циліндрична різьба – координати X стартової точки і теоретичної початкової точки різьби рівні.
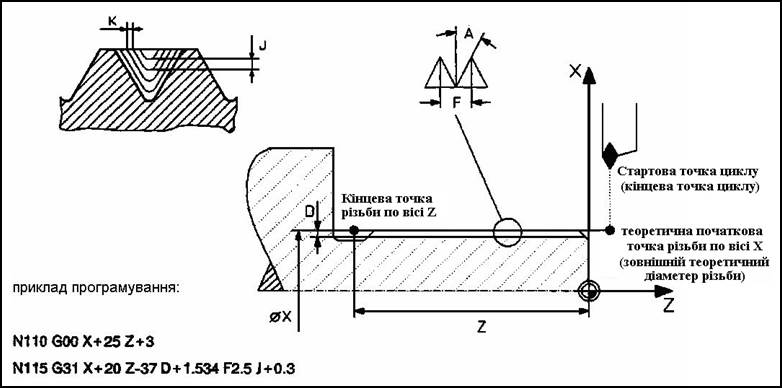
Рисунок G 31.2: циліндрична різьба – запрограмована адресами J і K (глибина різання на один прохід в напрямку X і Z)
Функція:
Кадр програми ЧПК.
Адреси.
Опціональні адреси.
Опис.
Цикл нарізання різьби G31.
За допомогою циклу G31 може програмуватися поздовжня й конусна різьба з максимальним кутом до вісі Z 45 градусів і постійним кроком. Цикл може використовуватися як для зовнішньої, так і для внутрішньої обробки.
G 31 X.. Z... D... F... S.../J... [А...] [Q...] [I.../Е...]
G 31 X... Z... D... F... К... А... [Q...] [I.../Е...]
X координата теоретичної початкової точки різьби по вісі X:
- у зовнішньої різьби теоретично зовнішній діаметр,
- у внутрішньої різьби теоретично внутрішній діаметр.
Z координата кінцевої точки по вісі Z.
D глибина профілю різьби.
F крок різьби по вісі Z.
S кількість виконаних проходів.
J глибина різання за один прохід.
K глибина різання на прохід по вісі Z. Якщо програмується адреса K, то кут профілю різьби А потрібно програмувати більше нуля.
А кут профілю різьби до вісі X, під яким здійснюється глибина різання. Значення А повинне лежати між 0 і 60 градусами.
Q поділ останнього глибина різання. Q може мати будь-яке позитивне значення. Якщо програмується Q, то останнє глибина різання ділиться на чотири кроки (на 1/2, 1/4, 1/8, 1/8 останньої глибини різання).
I різниця радіусів між теоретичною початковою точкою різьби й теоретичною кінцевою точкою різьби:
- для зовнішньої різьби з знаком плюс,
- для внутрішньої різьби з знаком мінус.
Е кут різьби до вісі Z у кінцевій точці. Абсолютне значення Е може становити максимум 45 градусів.
Для виконання циклу (G31 важливими є теоретичні початкова й кінцева точка різьби. Вони визначають внутрішній діаметр різьби. Кінцева точка різьби задається значеннями X й Z, а теоретична початкова точка різьби виходить із запрограмованих адрес:
- координата X обчислюється за допомогою адрес I або Е. Якщо адреси I і Е не програмуються, то координата X початкової точки різьби дорівнює координаті по вісі Х теоретичного зовнішнього діаметру різьби (циліндрична різьба),
- координата Z початкові точки різьби завжди дорівнює координаті Z стартові точки при виклику циклу.

Рисунок G 31.3: конусна різьба - кут різьби може програмуватися адресами Е (кут до осі Z) або I (різниця радіусів теоретичної початкової і теоретичної кінцевої точки різьби)

Рисунок G 31.4: внутрішня різьба - координата X стартової точки циклу повинна бути менше координати X теоретичної початкової точки різьби.
Вказівки по програмуванню
До виклику циклу G31 необхідно здійснити глибину різання до стартової точки в напрямку X й Z. Виходячи з її позиції щодо запрограмованої координати X керування ухвалює рішення щодо створення внутрішньої або зовнішньої різьби:
- якщо координата X стартової точки менше координати X теоретичної початкової точки різьби, то нарізується внутрішня різьба (порівняй рисунок G31.4).
- якщо координата X більше, то нарізується зовнішня різьба (порівняй рисунок G31.1).
Якщо кількість проходів (S) не програмується, то керування обчислює його на підставі запрограмованих адрес. Після кожного проходу інструмент у режимі прискореного ходу переміщається до координати Z стартові точки. Після відпрацьовування циклу інструмент повертається на стартову позицію.
Координата Z стартової точки різьби повинна бути на відстані 2 – 3 кроки різьби від початку різьби, а координата Х стартової точки повинна бути на 8 – 10 мм від поверхні різьби, щоб до початку обробки інструмент міг набрати відповідне число обертів і подачу.
Вибіркові дані з довідника
| Крок різьби (мм) | Профіль різьби D (мм) |
| 1,25 1,5 1,75 2,5 2,5 3,5 4,5 5,5 | 0,54 0,67 0,81 0,95 1,08 1,08 1,35 1,35 1,62 1,89 2,16 2,43 2,7 2,98 3,25 |
Кількість виконаних проходів повинне бути більше 1.

Рисунок G36.1

Рисунок G36.2

Рисунок G36.3
Функція:
Кадр програми ЧПУ.
Опис.
Вказівки по програмуванню.
Обмеження області руху при повторюваних циклах G36.
За допомогою команди G36 можуть бути обмежені шляхи руху інструмента при повторюваних циклах G83.
G36
При чорновому обточуванні паралельно контуру цикл G83 інструмент обходить контур декілька разів. Як показано на малюнку G36.1 інструмент при цьому переміщується частково поза виробом. Командою G36 визначається область, за яку інструмент не виходить, і таким чином, скорочується час обробки (рисунок G36.2).
Особливо велике значення обмеження області руху має при програмуванні внутрішніх контурів. Якби інструмент при цьому обходив весь контур, то відбулося б зіткнення (малюнок G36.3).
Область руху за допомогою команди G36 обмежується квадрантом, протилежним вершині інструмента.
Залежно від запрограмованої початкової точки контуру для обмеження області руху це означає:
якщо інструмент розташований "вище" початкової точки контуру, то він не переміщається вище координати X (малюнок G36.2),
якщо інструмент розташований "нижче" початкової точки контуру, то він не переміщається нижче координати X (малюнок G36.3).
Команда G36 повинна програмуватися після кадру програми ЧПУ з викликом циклу G83.
Якщо перед викликом циклу програмується чистовий припуск (G57), то цей розмір варто враховувати при виборі стартової позиції інструмента.
Функція:
Кадр програми ЧПК.
Адреси.

Вказівки по програмуванню.
Припуск на чистову обробку G57.
За допомогою команди G57 для чорнових циклів G81, G82 й G83 можна програмувати припуск на чистову обробку.
G57 X... Z...
X припуск на чистову обробку по координаті Х
- знак плюс при зовнішній обробці,
- знак мінус при внутрішній обробці.
Z припуск на чистову обробку по координаті Z.
Якщо запрограмований припуск на чистову обробку, то при чорновій обробці рух здійснюється уздовж контуру, зміщеного на значення X і Z.
Тому що характер контуру повинен описуватися для попередньої й для остаточного обточування, то доцільним представляється вносити опис контурів у підпрограму, і викликати її в головній програмі відповідно для попередньої й остаточної обробки. Альтернативно за допомогою команди G23 для остаточного обточування можна програмувати повторення частини програми.

Рисунок G65.1: при зовнішній координаті X стартової точки і потрібної кінцевої точки конуса повинні бути рівні.

Рисунок G65.2: при внутрішній обробці координата Х стартової точки повинна бути менше діаметра внутрішнього контуру після попереднього обточення.
Функція:
Кадр програми ЧПК.
Адреси.
Опис.
Вказівки по програмуванню.
|
Просмотров 915 |
|
|
