Главная Обратная связь
Дисциплины:
Архитектура (936)
Биология (6393)
География (744)
История (25)
Компьютеры (1497)
Кулинария (2184)
Культура (3938)
Литература (5778)
Математика (5918)
Медицина (9278)
Механика (2776)
Образование (13883)
Политика (26404)
Правоведение (321)
Психология (56518)
Религия (1833)
Социология (23400)
Спорт (2350)
Строительство (17942)
Технология (5741)
Транспорт (14634)
Физика (1043)
Философия (440)
Финансы (17336)
Химия (4931)
Экология (6055)
Экономика (9200)
Электроника (7621)

Цикл повздовжнього чорнового обточування G65 (конусний контур)
|
|
За допомогою команди G65 можна програмувати повздовжній чорновий цикл із конусним сполученим контуром як для внутрішньої, так і для зовнішньої обробки.
G65 X... Z… S.../D... Y.../Е.../А...В...
[I...] [К...] [H…W…] [С…V…] [L..]
Х, Z Тому що цикл G65 базується на повздовжньому чорновому циклі із прямокутним сполученим контуром, то координати X і Z визначають кутову точку цього прямокутного контуру.(Х – координата меншого діаметру конуса для зовнішньої обробки і більшого для внутрішньої)
S кількість виконаних проходів. Якщо програмується адреса S, то керування розраховує глибину різання. Альтернативно адресі S можна також програмувати глибину глибина різання D.
D після кожного ходу обробки здійснюється підведення на глибину різання на запрограмовану величину D, щодо радіуса. При відпрацьовуванні циклу глибина різання може відхилятися від запрограмованої величини D в залежності від опціональних адрес С, V і L. Альтернативно адресі D може також програмуватися адреса S (кількість виконаних проходів).
Y координата точки Z, у якій повинен починатися конус.
Е кут підйому конуса щодо осі Z (G65.1). Стежите за тим, щоб для внутрішньої обробки кут програмувався з відповідним знаком - мінусом (G65.2).
А,B нахил конуса може програмуватися також через співвідношення відрізків А і В. При цьому А є відрізком у напрямку X (щодо радіуса), В - у напрямку Z.
I; К;
H; W; Опціональні адреси дивися на наступній сторінці
С; V; L
На відміну від повздовжнього чорнового циклу G75 із прямокутною поверхнею обробки при команді G65 інструмент переміщується від заданої точки під певним кутом до кінцевої точки контуру. Від цієї точки створюється конусний контур. Ця початкова точка конуса може програмуватися:
1. - контурною точкою Y,
2. - кутом підйому Е
3. - відношенням відрізків А и В.
До початку циклу інструмент необхідно перемістити по координаті:
Х – початкова точка обробки;
Z – на 1 -2 мм праворуч від точки початку обробки
Після виконання циклу різець повертається в точку початку циклу

Рисунок G 65.3

Рисунок G 65.4

Рисунок G 65.5
Опціональні адреси.
Наступні адреси можна програмувати вибірково.
І, К припуск на чистову обробку по X (щодо радіуса) і Z.
Н,W ламання стружки (G65.3).
Н указує довжину відрізка в напрямку Z, після проходження якого подача переривається на ламання стружки; W визначає відрізок, на який повертається інструмент. Н i W повинні програмуватися разом.
C дегресія глибина різання (рисунок G65.4). Під адресою C програмується значення, на яке зменшується глибина різання D після кожного проходу. Якщо програмується адреса C, то необхідно програмувати й адреси D i V.
V мінімальна глибина різання (рисунок G65.4).
V визначає мінімальну глибину різання. Величина D завдяки дегресії C зменшується до значення V. Якщо програмується V, то варто також програмувати D і С.
L оптимізація залишкової стружки (рисунок G65.5)
Під адресою L програмується відсоток від значення глибина різання D (ціле число від 1 до 100). У цьому випадку керування збільшує глибину різання для зняття залишкової стружки. При чорновому обточуванні і завдяки цьому, цьому може бути зекономлений один робочий хід.

Рисунок G66.1: зовнішня обробка - координата X стартової точки повинна бути більше діаметра зовнішнього контуру після попереднього обточування.
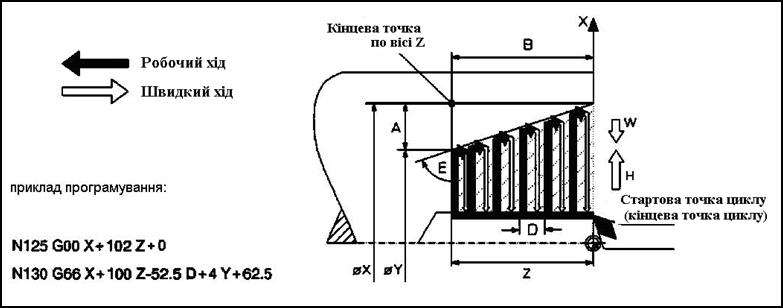
Рисунок G66.2: внутрішня обробка - координата X стартової точки повинна бути менше діаметра внутрішнього контуру після попереднього обточування
Функція:
Кадр програми ЧПК.
Адреси.
Опис.
Вказівки по програмуванню.
|
Просмотров 1240 |
|
|
